
デジタル・マスターを活用した航空宇宙関連部品の成形と成形時荷重キャリブレーションの独自手法について特別にご紹介します
航空宇宙関連部品の製作において、爆発成形としても知られる高エネルギー・ハイドロフォーミング(HEHF)を用いた厚板プレートの成形をAutoFormソフトウェアで検証した事例について、3D-Metal Forming社研究開発マネージャのウーゴ・フロエネフェルト氏が紹介します。通常200点以上の部品で構成されるエアバス社の機体コックピットを、1枚のプレートから成形部品に落とし込んだ事例について、フロエネフェルト氏が解説しています。本稿はプレス成形業界に携わる読者のみなさまにぜひお読みいただきたい記事です。またデジタル・マスターを活用した部品成形工程のライブ・キャリブレーションについても紹介しています。
3D-Metal Forming社は、特注の板金製品、中でも厚板のプレートを使用した特殊形状の大型部品の製作を専門としています。航空宇宙関連部品や建築上の意匠を反映させた固有部品などを扱い、いずれの部品も、そのデザインの多くは斬新で奇抜です。薄板シートと厚板プレートの両方に対応していますが、英単語では区別される「シート」と「プレート」は、オランダ語とドイツ語では区別がありません。そのため当社では、薄板シートのプレス成形を対象としたソフトウェアを、当社特有の厚板プレートのプレス成形に応用してみることになりました。これを機に薄板プレス成形シミュレーションを斬新かつ独創的に活用するようになったのです。
3D-Metal Forming社では、多くの場合、板金を形状にキャリブレーションする目的のみに高エネルギー・ハイドロフォーミング工程を使用しますが、最初の成形工程は従来の工法で行っています。工程設計にもAutoFormソフトウェアを活用しているため、これらの成形技術の利点を組み合わせたソリューションを検討できます。
薄板プレス成形ソリューションを試用してみることが決まったとき、それが非常に実験的であることは明らかでした。そのため担当者は「まずはできることを試してみれば、何か発見があるかもしれない」という姿勢で臨みました。このソフトウェアを当社の業務に応用できるかは、全くの未知数でした。事実、AutoFormソフトウェアを厚板のシート材にも適用できることは、オートフォーム社に代わり3D-Metal Forming社が証明したのです。
新たな形状のリクエストがあると、速やかにフィージビリティの検討を行い、われやクラックの切迫したリスクを特定します。プロジェクトの開始後、さらにシミュレーションを重ねて、形状をより詳細に検討します。その結果から金型の見込み補正について予想をたて、またブランクの実測値も推定します。ブランクは最大で幅10 m、厚さ120 mmにもなるため、ブランク実測値の推定は特に重要です。またシミュレーションで爆発成形を扱う場合、ブランクはさらに大規模な場合もあります。
オートフォーム社との関係の始まり
オートフォーム社と関係を築くことについて、最初は懐疑的でした。しかしISO9001の認証取得を目指す過程において、取り引きのあった会社からAutoFormソフトウェアを熱心に勧められました。また同時期に進めていた建築士主導のプロジェクトでは特殊部品の製作依頼がありましたが、その製造可能性に確証を持てませんでした。プロジェクトに成功しなければ責任をとるべきお客様に、金銭的なリスクを負う余裕はありません。これがAutoFormソフトウェアを試すきっかけとなったのです。最初のプロジェクトでは部品の致命的な不具合が特定されましたが、微調整によって解消できることも判明しました。また建築士たちも、外観上の完全性が維持されている限り、製造上の理由で若干の形状変更を加えることに異存はありませんでした。
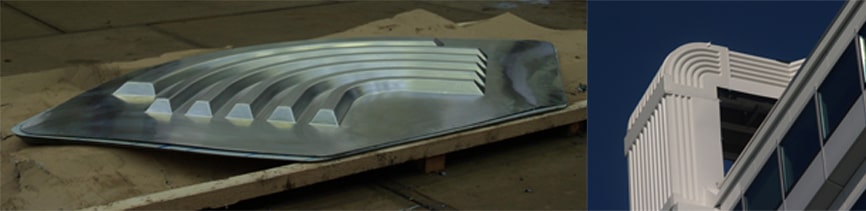
図1: 1枚の板金から製作した換気用ダクト(オランダ、レリスタットのスメディングスハウス・ビルディング)
この部品の製作がいかに困難であるか、上図からご想像いただけるかと思います。これは長さが2.5 mに及ぶアルミ製の厚板にリブをプレス成形した曲面のパネルです。特にリブに非常に強い引き伸ばしが集中します。ここに破断が生じると大きな問題となりますが、それを判断することはできません。しかしAutoFormソフトウェアから必要な情報を得たことで、初回に問題なく成形を達成でき、トライアウト・ループを回避できたのです。素晴らしい成果を得たことで、大きな達成感を味わいました。

図2: オランダのアイントホーフェンにあるフレイセ・ヘネラアル・ビルディングの装飾的な建築形状
このプロジェクトを通じて、AutoFormソフトウェアを活用することで多くの不確定要素を排除できることが証明されました。それ以来、斬新で興味深いプロジェクトを受注するために欠かせないツールとして、AutoFormソフトウェアを活用しています。3D-Metal Forming社はオートフォーム社と16年間の信頼関係を築き上げ、今後もその関係は強固なものであり続けるでしょう。
デザインが斬新な厚板プレート部品の見積もり作成
当然ながら何を製作する場合も、プレートに厚さがあると、斬新なデザインに成形するのは至難の業となります。厚さのある板金は座屈の危険性が高く、またスプリングバックの問題にも直面します。このような高度なプロジェクトに着手する際には、当社の技術力についてお客様に信頼していただくことが非常に重要です。AutoFormのシミュレーションから専門性の高い情報を得られるため、見積書と併せてシミュレーションの動画や成形限界図のプロットなどを加えた詳細なレポートをお客様に提出します。すると提示した工法の成功率が高いことを、お客様に納得していただけるのです。通常、最初にお客様から3Dモデルをいただきますが、見積もり段階では部品の3D形状を自社で作成することもあります。
厚板プレートを成形するには、独自の材料カードを作成する必要があります。実際には見積もり段階では、使用する板金と同等の材料をソフトウェア・ライブラリから選択しますが、見積書の作成という目的においては、十分な精度を確保できています。そしてプロジェクトを受注後、すぐにシミュレーションの引張試験を行い、材料ファイルを作成することで、最高精度のシミュレーションを担保します。
このソフトウェアを活用すれば数日間で見積もりを作成できるため、至急の案件にも対応できます。高い技術力を要する新たな製品に短期間で対応できるという点において、他のプレス加工会社とは一線を画す独自性を誇る3D-Metal Forming社は、お客様から高い評価をいただいています。当社は業界でも唯一、高エネルギー・ハイドロフォーミングや爆発成形の委託に対応できる企業です。この分野を請け負うことができる企業は、世界にも例がありません。
航空宇宙関連部品成形の統合構造
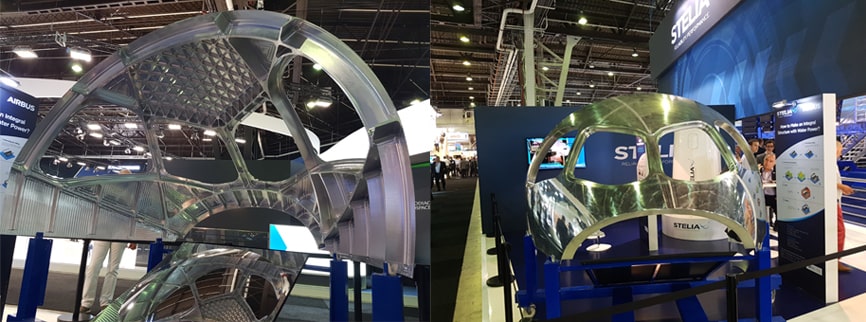
図3: 爆発成形およびCNC切削によって1枚の厚板プレートから製作したコックピット(2017年パリ航空ショー)
爆発成形を用いた航空機コックピットの外板パネルは、航空宇宙産業に大きな変化を告げるものでした。それは2017年パリ航空ショーで一般展示されました。コックピットの構造上、それぞれ固有の機能を備えた数百点の部品を組み合わせる工法が一般的であったため、この当社の工法は業界に革命をもたらしました。すべての航空機用部品において同様ではありますが、特にコックピットの場合、ウィンドウ・フレーム、補強リブ、スキン・パネル、取付用部品といった各部品は、後に組み立てられます。一般的には品質要件を満たすために、それぞれのユニットを個別に製造します。それぞれの部品製造を総合すると、大変な作業量になります。さらには部品を組み立てる作業も続きます。あるいは、現在の航空宇宙業界で一般的に用いられる工法として、一体型パネルを鍛造で製作する場合もあります。しかし、鍛造で得られる寸法形状には限界があります。当社の工程にはそのような制限はありません。鋳造よりも材料特性が優れているプレートから、全体を1つの部品として仕上げることができます。この高エネルギー・ハイドロフォーミング工程では、世界中のどのプレス機でも実現できないほど高い荷重をかけることができます。これは非常に大きな進展でした。
通常、コックピットには、すべてが組み上がって初めて許容範囲に収まる部品が存在します。アセンブリ全体は、リブで引き付けられているのです。つまりスプリングバックが大きな問題となることは明らかです。組み立て工程がないということは、すべての部品を引き付けることができません。閉じた金型から部品を取り出した後、または爆発後にスプリングバックに対応する必要があります。続いて、本来ならば構造体に取り付けるべき主要なリブを、機械加工で作成します。コックピット用プレートの内側を切削し始めると材料の残留応力も解放されますが、切削工程はきわめて正確です。AutoFormソフトウェアを活用して成形時のスプリングバックを予測し、さらにAnsysで切削後のスプリングバックを予測するのです。

図4: 1枚のアルミのプレートから製作した航空貨物機の扉
航空宇宙関連企業の多くがAnsysやAbaqusを導入し、板金以外のさまざまな目的で使用しています。したがって自動車のプレス成形部品に特化したソフトウェアを航空宇宙業界へ導入すれば、プロセス・チェーンの中でその価値を感じることができるはずだと考えました。3D-Metal Forming社のワークフローにおいては、AutoFormとAnsysの併用によって完璧な補完関係が成立するのです。AutoFormはプレス成形のみに特化したソフトウェアであり、非常に短時間で簡潔に有意義な結果を算出します。そのためAutoFormでプレートの変形をシミュレーションし、Ansysで機械加工をシミュレーションします。またAutoFormはスプリングバック専用ツールも備えているため、すべての大型部品に対して金型のスプリングバック見込み補正を行っています。AutoFormの強みとして挙げられるのが、その計算速度です。たったの30分でシミュレーションの準備が整います。これまで試した航空宇宙業界向けのシミュレーション・パッケージはどれも数多くの変数を入力する必要があり、ミスが頻繁に発生します。特にメッシュ作成においてミスが多発します。しかしありがたいことにAutoFormは、ほぼ自動でメッシュを処理してくれます。感度を検討する場合は、AutoForm標準機能のSigmaを活用すれば、工程ロバスト性を簡単に解析できます。
部品製作から組み立てまで
今日ではシミュレーションのおかげで順調に事業拡張を行っています。医療系企業の爆発成形を請け負っていますが、そのお客様は他のサプライヤから納入された部品の3Dレーザー・カットおよび組み立て作業の下請けを3D-Metal Forming社と契約しています。当社では通常、組み立て作業は受注しませんが、幸運にもこのお客様からご指名を受けてAutoForm-Assemblyのパイロット・プロジェクトに参加することができました。それがきっかけとなり、当社の事業拡張の機会に恵まれました。オートフォーム社のチョヴァフ・モルデカイ氏は、このモジュールでお客様の問題を解決するためのスキル強化に尽力してくださいました。いまではこのモジュールを、別のお客様のプロジェクトにも活用しています。当初の契約では、3D-Metal Forming社が部品を製作し、それをお客様が組み立てることになっていました。しかし当社の部品と他社が納入した部品をあわせて組み立てると、目標とする部品形状とはわずかに差異が生じるのです。今では部品の成形および組み立ての両方を3D-Metal Forming社が行っています。このように、このモジュールがなければ対応できなかった追加業務を提供できるようになったのです。
3D-Metal Forming社は、23年間にわたって高エネルギー・ハイドロフォーミングの手法で部品や製品を成形してきました。しかし最近では、この手法をたとえばスプリング成形、爆発成形、プレス成形などといった高度な成形技術と組み合わせることが多くなっています。それに伴いシミュレーションの重要性も高まり続けています。いまでは自社固有のプレス成形システムを設計・製造するユニークなノウハウも確立しています。中には実際の工程とAutoFormシミュレーションの相関を示すライブ・フィードバックもあります。
デジタル・マスターを活用した荷重と材料フローのライブ・キャリブレーション
従来のプレス成形における荷重のキャリブレーションについて、成形シミュレーションの活用を通じて実現したことは、まったく斬新なものです。
3D-Metal Forming社のコントロール・システム(LabVIEWでプログラミング)では、ブランクの流入時やプレス・ストローク中に、複数の場所で蓄積される荷重のライブ・フィードバックを提供するのです。
成形はラム付きの油圧シリンダーを使って行うため、ストローク中にドロー工程を停止したり、工程パラメータを調整することができます。
自動車業界で使用する材料は数ユーロであるため、プレス機で何度もトライアウトを繰り返して、現実とシミュレーションを一致させることが可能かもしれません。
しかし航空宇宙産分野の部品製作に使用する巨大な形状や厚板のプレートは10,000ユーロを超えることも多く、トライアウトを繰り返すとコスト効率が悪化します。ここで重要なのが、ストロークの途中で工程を調整できることです。
まずシミュレーションを実行して、良好な(「グリーンの」)部品を製造するために必要な工程条件を検討するところから始めます。
次にAutoForm-Sigmaで感度解析を行い、好ましくない結果が出る工程条件を確認します。そしてコントロール・システムの結果とAutoFormシミュレーションを比較することで、問題の原因をすぐに特定し、講じるべき対策を判断することができるようになりました。
実際には、AutoFormから以下の結果を使います。まずは特定のポイントにおけるブランクの材料の流れを検証するのに有用な流入グラフです。バインダーの面圧が十分に高くないと、シミュレーションよりも材料の流れが大きくなりすぎてしまい、後の工程で座屈が発生することが解析から判明しています。対応策としては、バインダ面圧を大きくすることが考えられます。
次に使用するのがプレス荷重とストロークのグラフです。部品を物理的にプレスしている間、リアルタイムで成形荷重を追跡できます。AutoFormのデジタル・マスターのグラフと比較すると、たとえば「ここでは荷重が急激に増加しているが、AutoFormではその増加分は表示されない」といった判断ができます。望ましくない状況である場合は、介入が必要になります。この状況における対策は、直感的ではありません。感度解析の結果、パンチの潤滑状態を改善する必要があることがわかるのです。
デジタル治具
AutoForm-Assemblyには別の利点もあります。それはプロトタイプの測定治具への固定をデジタルで検証できることです。大型部品は非常に柔軟性が高いものが多く、部品を測定治具に正しく固定するのは非常に難しい作業です。通常は部品を位置決めし、形状を測定および分析して、それに基づき治具を修正します。これには長時間かかる場合があります。しかし今では3点で簡単に支持できます。それを測定し、デジタルで固定するのみです。
AutoForm-Assemblyによる固定は、経年変化による形状の変化を判断する際にも非常に有効です。アルミ合金の析出硬化による形状変化はわずか0.1%程度ですが、これは数メートルの大きさの部品の場合は重大な意味を帯びてきます。AutoForm-Assemblyでは、経年変化前後の形状寸法を簡単に固定することができ、一方の形状が他方の形状の縮小版となるようにしています。形状の経年変化は横方向と圧延方向で異なるため、これを測定治具で物理的に行うと非常に複雑になります。測定治具がどのような形であれば、もう一方の測定治具に収まるようなスケールの結果が得られるのか、事前にはわかりません。
結論として、特殊部品の製造が可能になったことで、にわかには信じがたい航空宇宙関連事業の契約を獲得することができました。複数の部品を組み合わせる代わりにひとつの部品にまとめた統合構造が評価され、このような航空機モデルを追求するOEMに部品を供給することになったのです。AutoFormがなければ、この契約を獲得することはできなかったでしょう。航空宇宙業界では、新しい成形工程の実現可能性を迅速かつ容易に評価するためのソリューションが、長い間模索されてきました。まずはその実現可能性を確認しなければなりませんが、金型製造や部品材料への投資の規模を考えると、型破りなアイデアを試す余裕はありません。それらのアイデアの実現可能性や、実現するために必要な諸調整の見極めは、デジタル解析を用いることのみで可能となるのです。











{kind=link}