
スペイン、ファゴール・アラサテ社提供
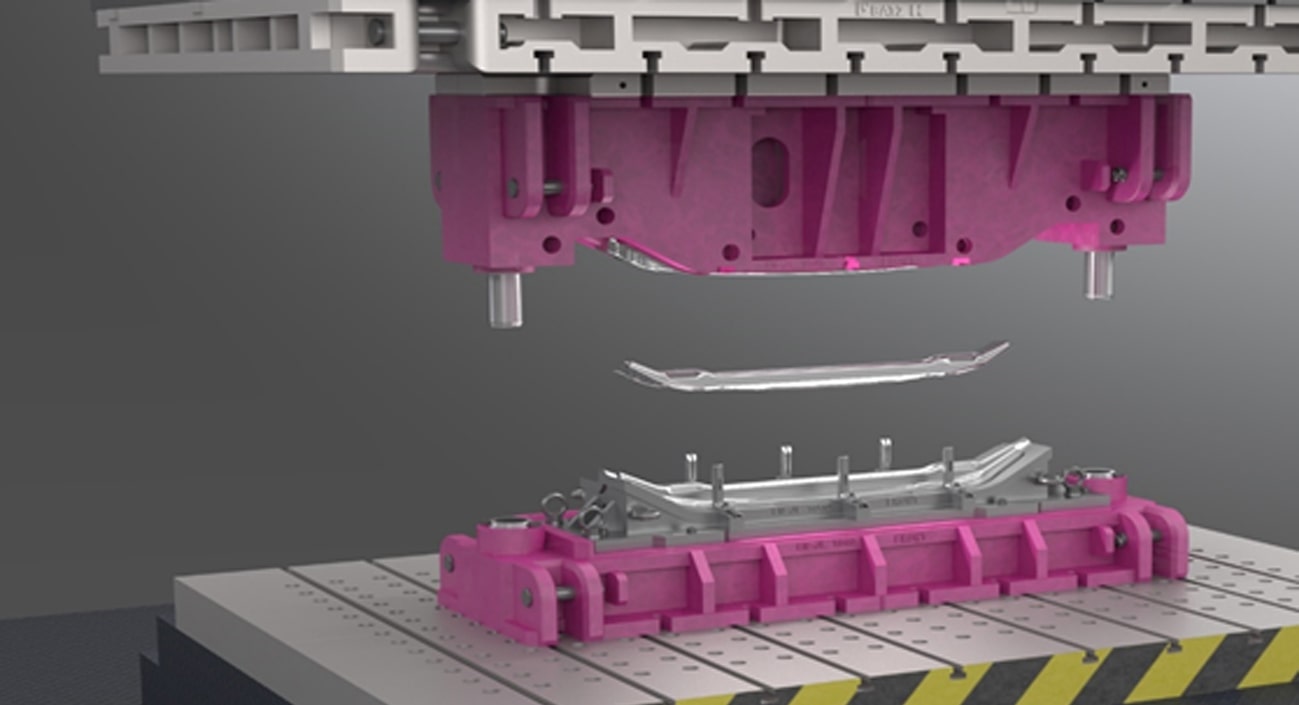
自動車部品の軽量化は、低燃費や環境保全といった要望に応えるための最優先課題です。戦略的に安全を考慮した自動車部品の材料に熱間プレス成形の鋼材が選ばれる傾向にある中、比強度が高く低密度の6000系および7000系アルミニウム合金に注目が集まっています。しかしこれは軽量化が期待できる反面、鋼材に比べて成形が難しいという問題があります。成形温度が高い熱間プレス成形を用いることで成形性は向上しますが、熱処理ができるアルミニウム合金の場合、溶体化熱処理(SHT)、焼き入れ、時効硬化を含む熱サイクル内で成形工程を行わなければなりません(図1)。通常はチルド金型を使用して、成形金型内で焼入れ工程と組み合わせて一度に成形します。
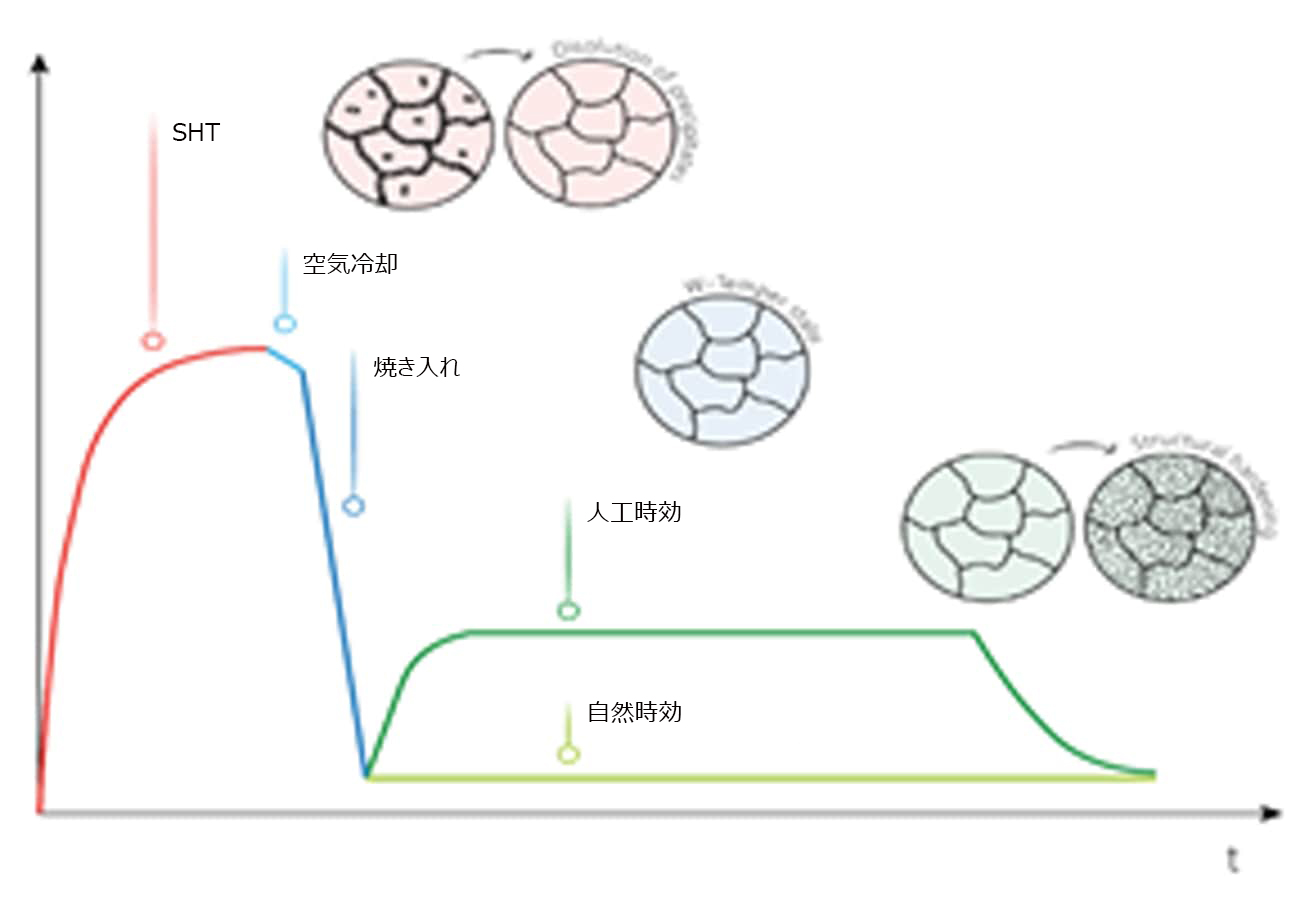 図1:熱処理できるアルミニウム合金の熱サイクル
図1:熱処理できるアルミニウム合金の熱サイクル
しかしアルミニウムの熱間プレス成形には課題が山積しており、信頼できるプロセス開発を進めることが難しい状況にありました。そこでモンドラゴン大学と、熱間プレス成形ラインのサプライヤであるファゴール・アラサテ社、そして金型メーカーのBatz社が共同プロジェクトを立ち上げ、高強度アルミニウム合金を用いた自動車バンパー部品の熱間プレス成形の準工業的なトライアルを実施しました。このトライアルを通じて、各工程パラメータの役割を理解し、金型設計の基準を確立できただけでなく、顧客の仕様に応じてさまざまなアルミニウム熱間プレス成形ラインのレイアウトを定義することが可能になったのです。
使用事例および設備
このプレス成形のトライアルは、ボロン鋼の熱間プレス成形に用いる金型を改良して行われました。この金型はもともとパッシブセーフティ技術の基幹部品であるリアバンパーの製造用として作成されたもので、板厚2.3mmのプレス硬化鋼(USIBOR 1500)の熱間プレス成形に対応しています。本件ではアルミシートAA7075とAA6083の板厚として、金型サーフェスを公称ギャップ3mmで加工するため、金型の調整を行いました。自動車メーカーの機械的および形状的な条件を満たし、同時に軽量化も実現できるアルミニウムのバンパーの製造に使用するのです。以下に再調整の手順を説明します。
- 板厚3mmのバンパーの古い3Dサーフェスを、3mmのバンパーの新たな3Dサーフェスにクローンします(図2)。
- AutoFormを使い、3mmアルミニウム合金バンパーの熱間プレス成形をシミュレーションし、最適な金型サーフェスを生成します。
- 金型工場のトライアウトにてサーモグラフィの調査を行い、急冷効果が高いサーフェス形状へ最適化します。
- 最適化した新たなサーフェスに合わせて、古い金型サーフェスを加工します。
- 新たな形状に合わせて、すべてのフィーチャーを再調整します(プレート、プレスベンチ、トランスファ・フィーダーの爪、シート・サポーター…)。
- 金型のアセンブリを行い、最終部品の品質に達するまで、ダイスポッティングの成形トライアルを実行します。
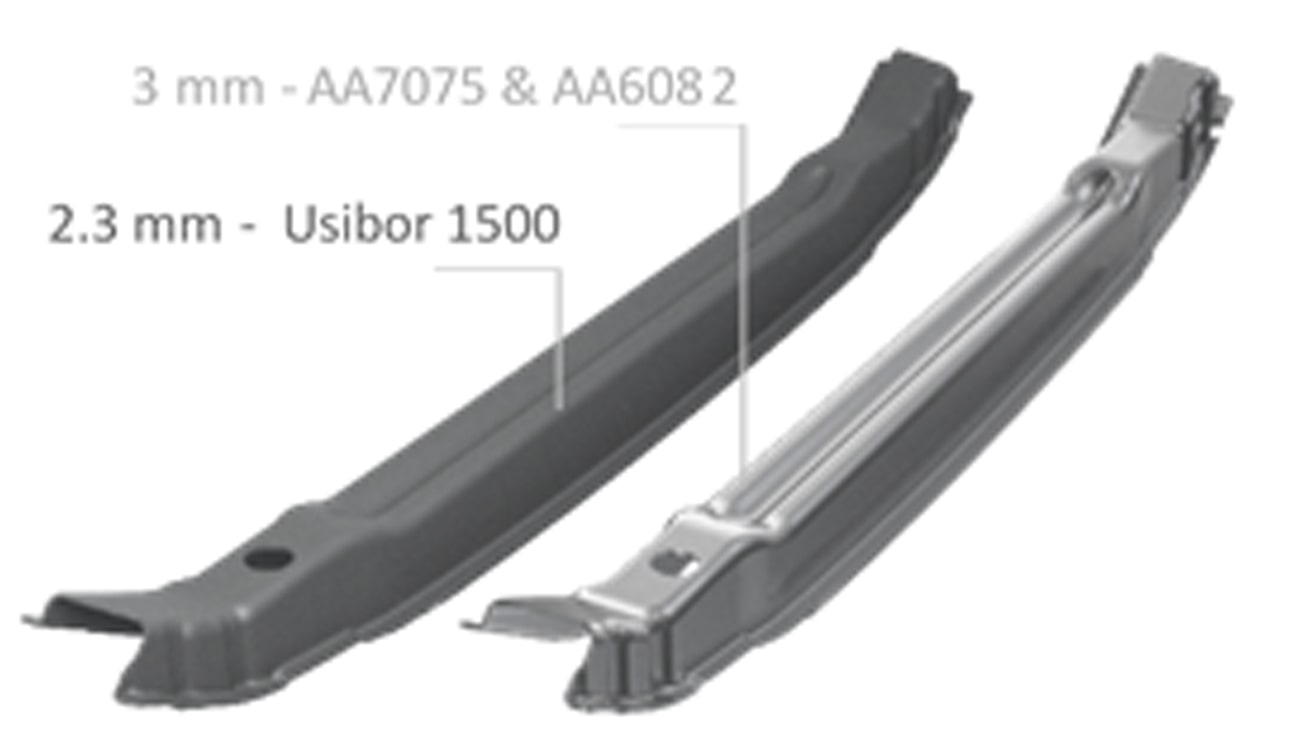
図2:2.3mmのボロン鋼と3mmのアルミバンパーの比較
トライアルはBatz社にて、HOTTEKNIKが設置された施設の熱間プレス成形ラインで実施しました(図3)。このラインにはファゴール・アラサテ社が特許を取得したサーボ機械式ホットプレス、オートフィード・システム、マルチレベル炉が備わっています。このラインは鋼材の加工硬化用に設計されているため、フィード・システムなどの周辺機能をアルミニウム合金用に調整しました。

図3:世界初のサーボ機械式ホットプレスを搭載した熱間プレス成形ライン
FEMシミュレーションとセットアップ
高精度なFEMシミュレーションのモデルを作成するには、材料と工程の特性評価を詳細に行い、それを入力パラメータとして設定する必要があります。モンドラゴン大学研究所とBatz社の施設にて、以下の試験および測定を行いました。
・GOM Atosソフトウェアを用いて加工した金型サーフェスを3Dスキャンし、モデル化します(図4)。スキャンしたサーフェスのデータはAutoFormへ直接インポートし、シミュレーションの結果からより正確な接触分布を取得します。
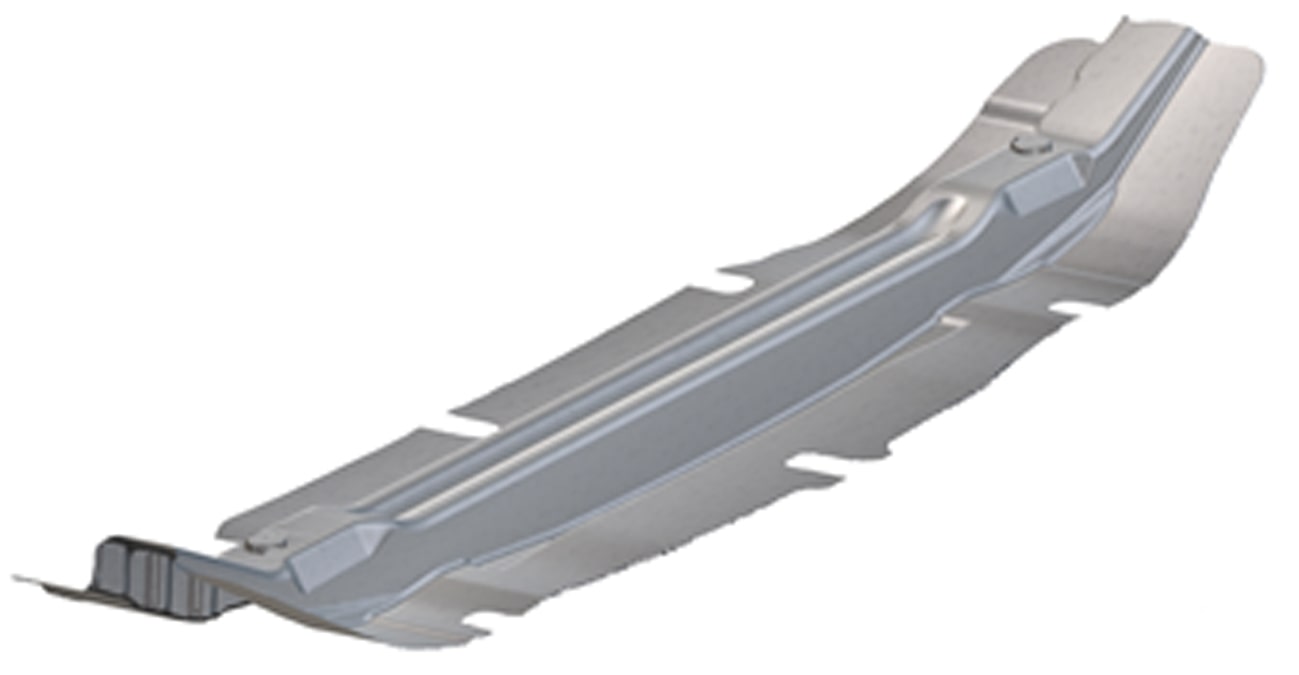
図4:GOM Atosを用いた金型サーフェスの3Dスキャン
・機械的特性評価: 硬度、引張試験、エネルギー吸収能力の試験を行います。
・20~550 ºCの熱物理学的特性評価: 密度(膨張率測定)、熱容量(DSC、
示差走査熱量測定)、拡散率(レーザーフラッシュ法)、最後に導電率を測定
します。
・準静的な0.001 s-1から10 s-1までの様々なひずみ速度における20~550 ºC
の熱力学的特性評価
・0MPaから35MPaの圧力におけるアルミニウム-空気およびアルミニウム-
金型間の熱伝達係数(HTC)。
・摩擦係数:乾燥状態および湿潤状態でホットリング試験を行い、摩擦係数を
算出します。
・干渉法による光学式プロフィルメーターでアルミシートのサーフェス・
トポロジの特性評価を行います。また再調整した金型の粗さも、樹脂を用いた
複製手法で測定します。
・さらに、プレス速度とストロークも、上下の金型表面間に設置したドロー
ワイヤー変位センサーで計測し(図5)、実際の動作をシミュレーション・
モデルで使用します。
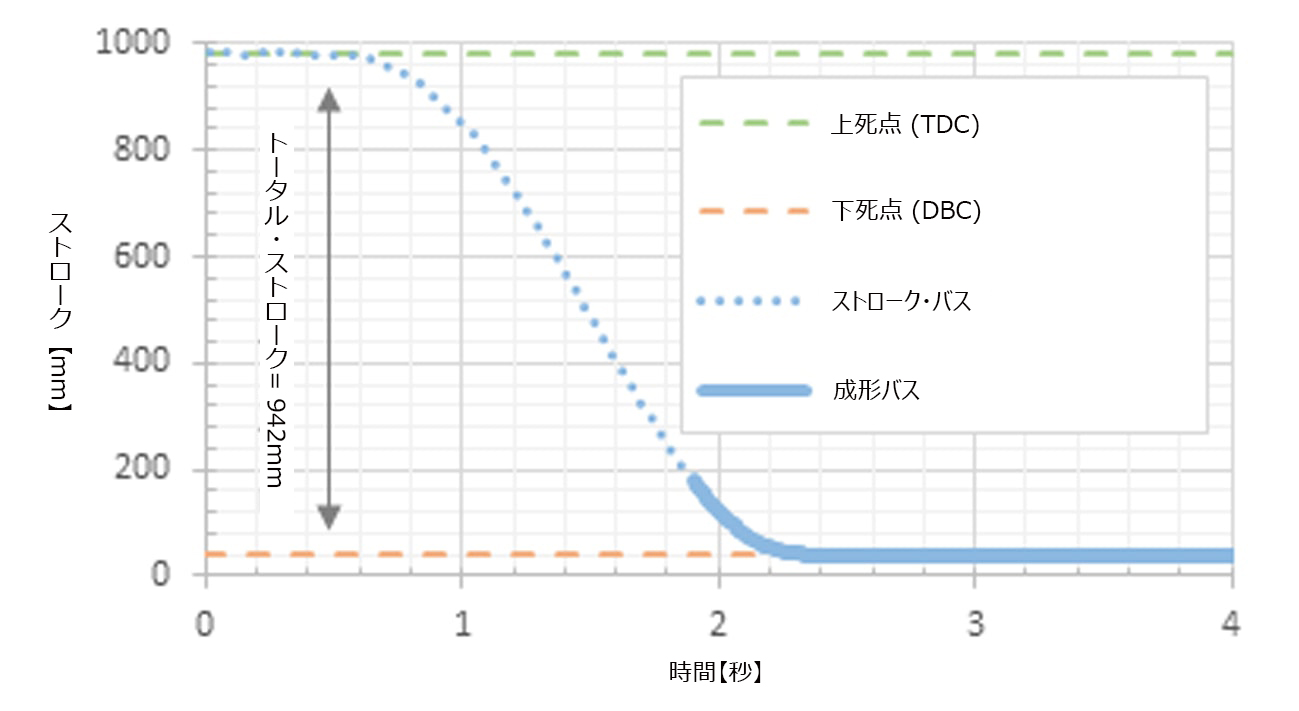
図5:ドローワイヤー変位で測定したプレス運動量
すべての入力データをFEMモデルへインポートした後、AutoFormのシミュレーションで成形性の不具合を予測しました。図6(左)に見られるように、AutoFormの塑性ひずみと板減の結果から不具合領域が特定されたのです。ラインのセットアップ時に初回部品を熱間プレス成形すると、シミュレーションの予測と同じ領域でわれが生じました(図6、右)。
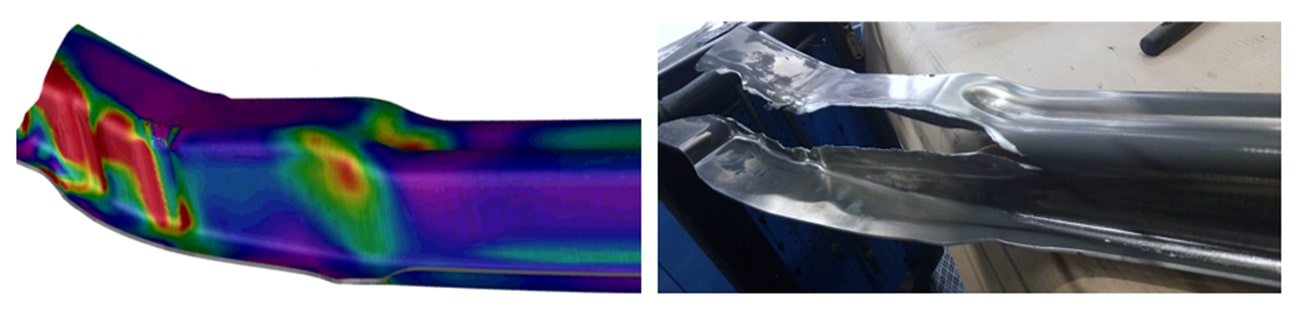
図6:AutoFormで予測した塑性ひずみ場の結果(左)、最適化せずに成形した初回のバンパー(右)
良好な機械的特性と正確な形状公差を同時に満たす熱的条件を維持しながら成形性の不具合に対処するために、工程パラメータを修正しました。モンドラゴン大学博士課程で実施されたアルミニウム合金の熱間プレス成形に関する研究から得られた知見をもとに、炉内温度と均熱時間(SHT温度と時間)、フィーダーの搬送時間、成形速度、潤滑タイプ、潤滑量と分布、プレス荷重、急冷時間などに変更を加えたのです。試験片がわれずに成形されるように工程パラメータを修正すると、熱間プレス成形ラインで最適化試験を行う準備が整いました。
ライン最適化のトライアル
最適化試験では、熱監視および画像確認によるモニタリングを行いました。以下の戦略をもとに、シートの熱サイクル全体を追跡したのです。このライン設定ではフィーダーの移動があるため部品に取り付けた熱電対が使用できないため、プレスベンチと加熱炉テーブルでそれぞれフレーミングした高解像度FLIR(図7、dとe)およびOPTRIS(図7、bとc)のサーモグラフィを使用しました。非接触で正確に温度を測定するために、表面温度や視野角、そして潤滑、乾燥、コーティングなどのプレカット条件に応じてサーフェスの放射率を調整しました。金型内の焼き入れ工程での冷却は、下型の最重要ゾーンに戦略的に取り付けた接触型熱電対を用いて追跡しました(図7、a)。これでほぼすべての熱サイクルを記録することが可能となったのです。
プレスの動作はドローワイヤー変位のセンサーで測定し,変位とプレス荷重はサーボ機械式プレスから直接エクスポートしました。
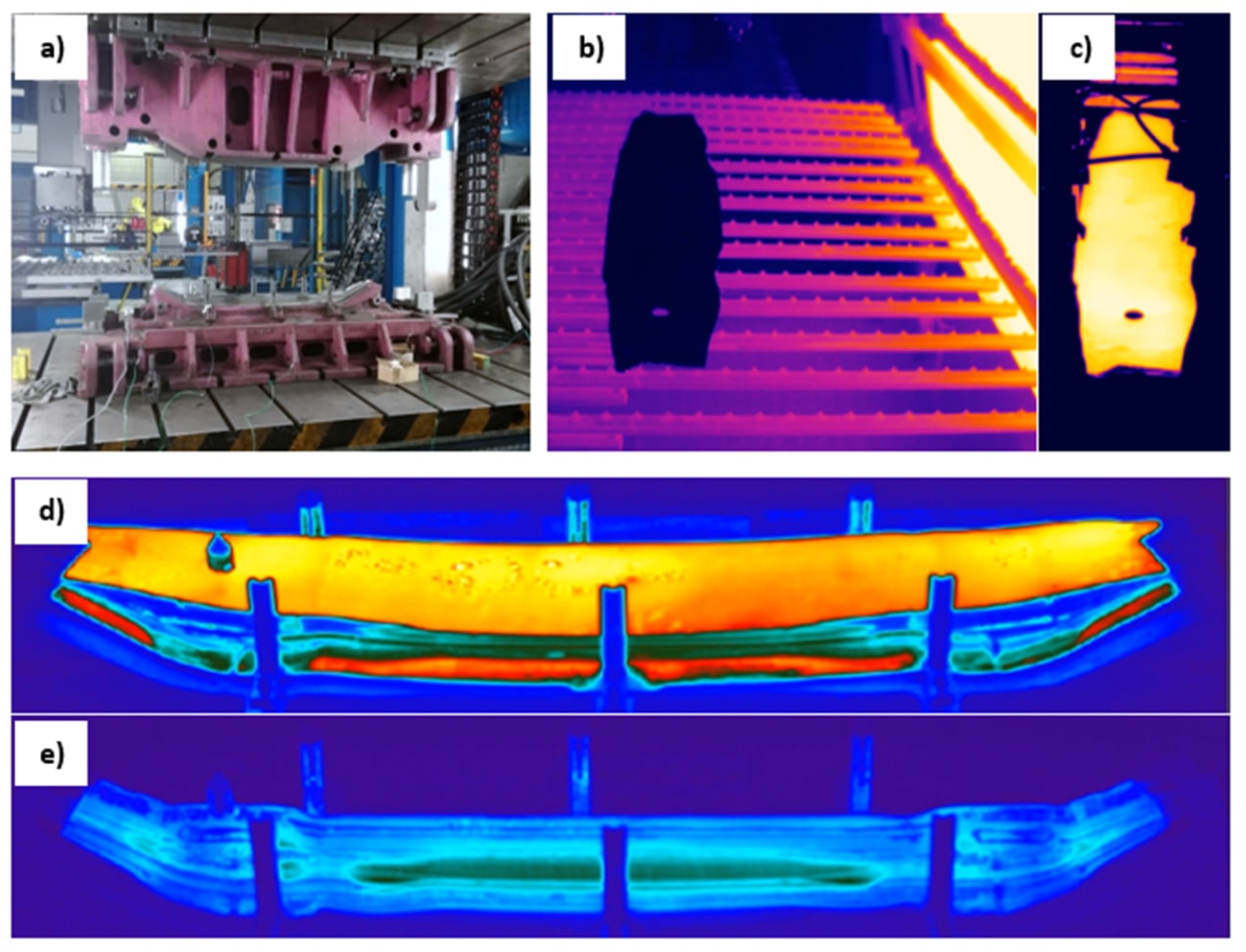
図7: a) サーフェスに熱電対を取り付けたアセンブリ後の金型、b)およびc) SHT前後のアルミシートのOPTRISサーモグラフィ画像、d)およびe) プレス成形前後の部品の高解像度FLIRサーモグラフィ画像
各成形試験は次のように実施しました。
- シートはフィーダーで加熱炉へ自動搬送し、各合金(AA7075 & 6082)に対応するSHT温度で一定時間、加熱します。
- 一方、金型サーフェスには、摩擦の緩和、カジリの回避、熱伝達率の向上を目的として、さまざまな潤滑剤を散布します。試験に使用した潤滑剤は、現在研究段階にあるFUCHSの非商用潤滑剤2種で、アルミニウムの熱間プレス成形専用ものです。
- 加熱したシートはフィーダーで金型のシートホルダへ速やかに搬送し、成形および焼き入れ前のシートと金型間の熱損失を最小限に抑制します。
- この部品を直ちに熱間プレス成形し,プレス荷重や焼き入れ時間を変えて急冷します。
- 最後に時効硬化を行い、目標としていたT6機械的特性を達成します。
熱間プレス成形ラインを最適化するために、SHT温度や時間、搬送時間、プレス荷重、焼き入れ時間、潤滑条件、時効硬化のタイプ(T6およびT4の調質度)など、多岐にわたる工程パラメータを調査しました。AA7075とAA6082の両アルミニウム合金の試験において、幅広い熱間プレス成形パラメータと設定を最適化するために、合計150以上の部品を熱間プレス成形しました(図8)。
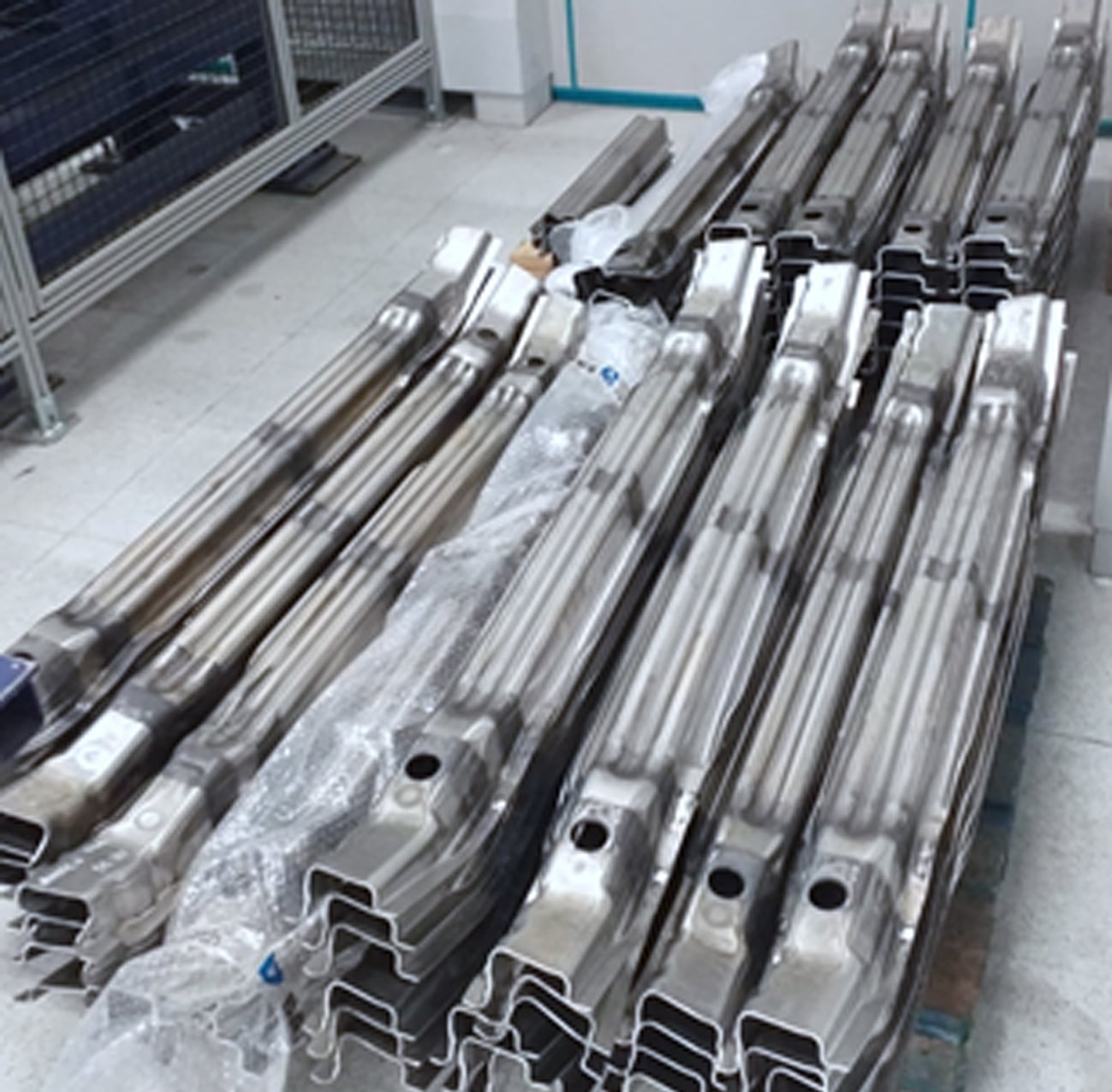
図8:試験中に熱間プレス成形した150個の部品の一部
結果: 形状公差と機械的特性
まず形状公差を調査しました。さまざまな工程パラメータでプレス成形し、調質度が異なる部品を、Batz社が専用の制御支援ツールを用いて、GOM Atos自動セルで測定しました。また部品サーフェスに沿った基準点からの偏差を測定し、さまざまな条件下で基準のCADと比較しました。例として、AA7075合金のT6とWT状態(焼き入れ直後)の公差を図9に示します。T6の達成に必要な人工時効の処理は、形状公差には大きな影響がないことが明確に示されています。
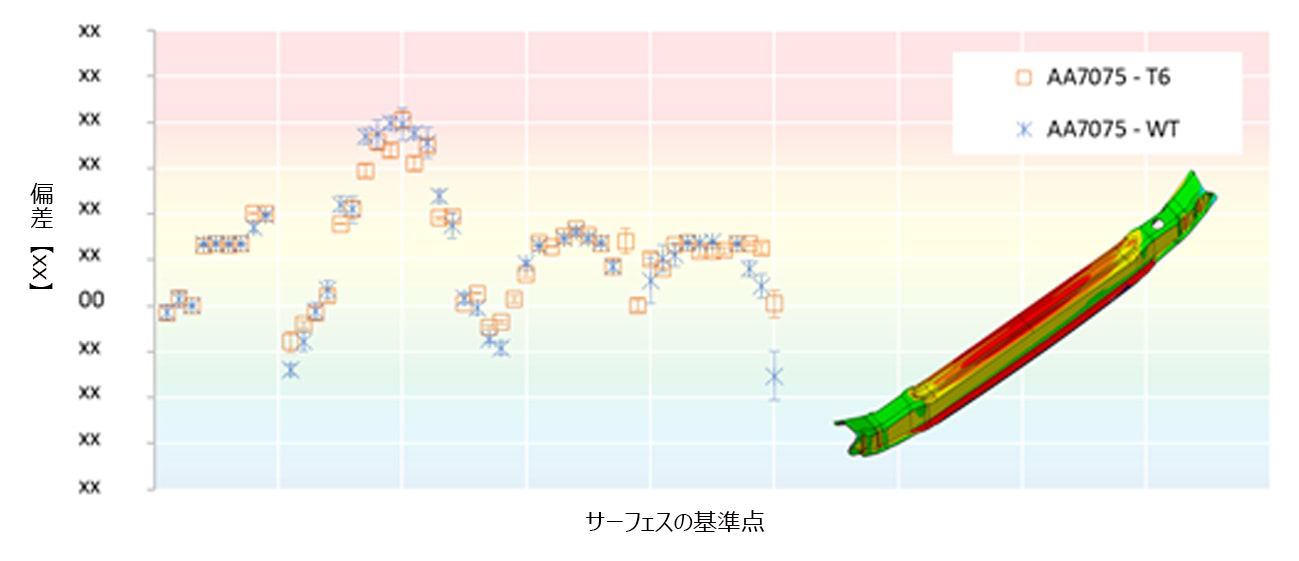
図8: T6とWTの状態にあるAA7075の形状公差
次に、機械的特性を分析しました。バンパー断面を切断し、板厚から硬度を評価したのです。バンパーの3つの断面(断面A、B、C)に沿って、図9(上)のように圧痕をつけました。断面Bの硬度測定値は断面AおよびCよりわずかに低いものの、AA7075-T6およびAA6082-T6合金ともに適切な機械的特性が確認されました。
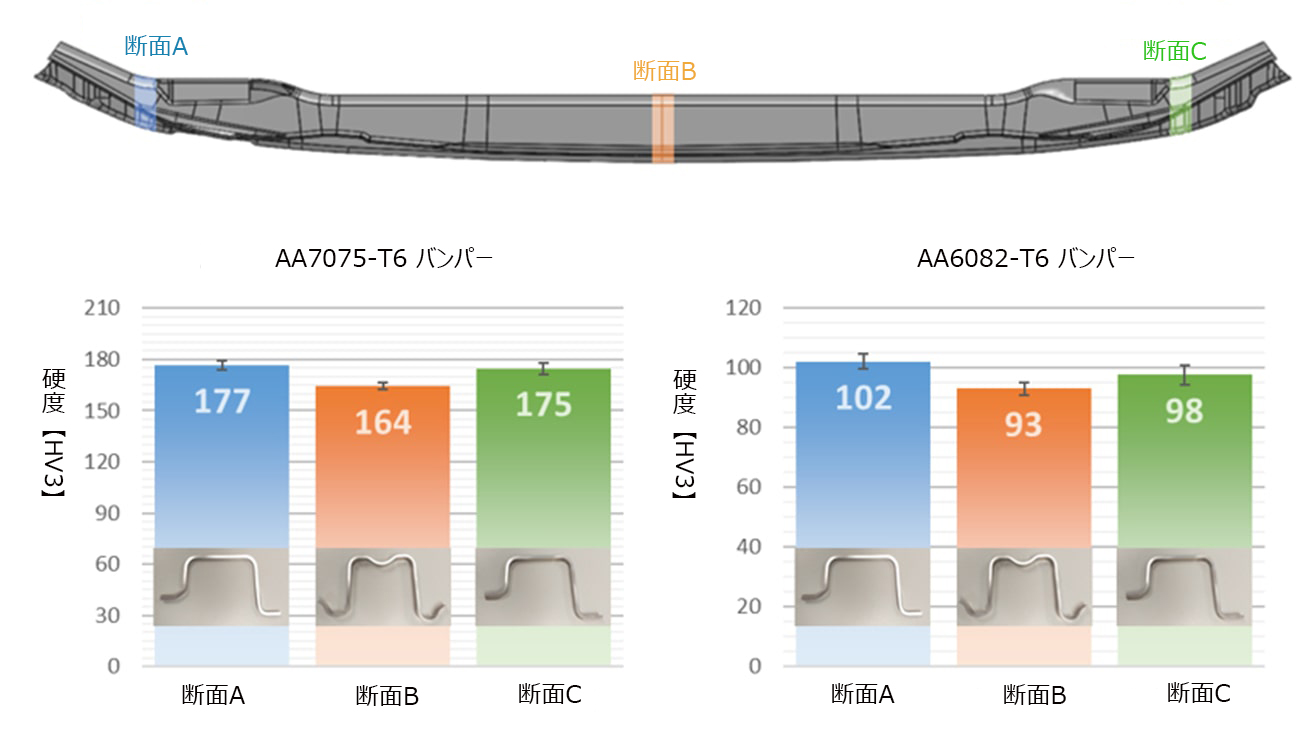
図9:バンパー面(上)、AA7075-T6(左)、AA6082-T6(右)、平均硬度の測定結果
また同じ断面で部品の板減を評価しました。曲線状の板厚を測定するために特別に設計された高精度マイクロメータを用いて、板減評価を行いました。下のグラフでは、両合金とも板厚の変化を見ることができますが、いずれも自動車メーカーが設定した許容最大板減率を超過していません。
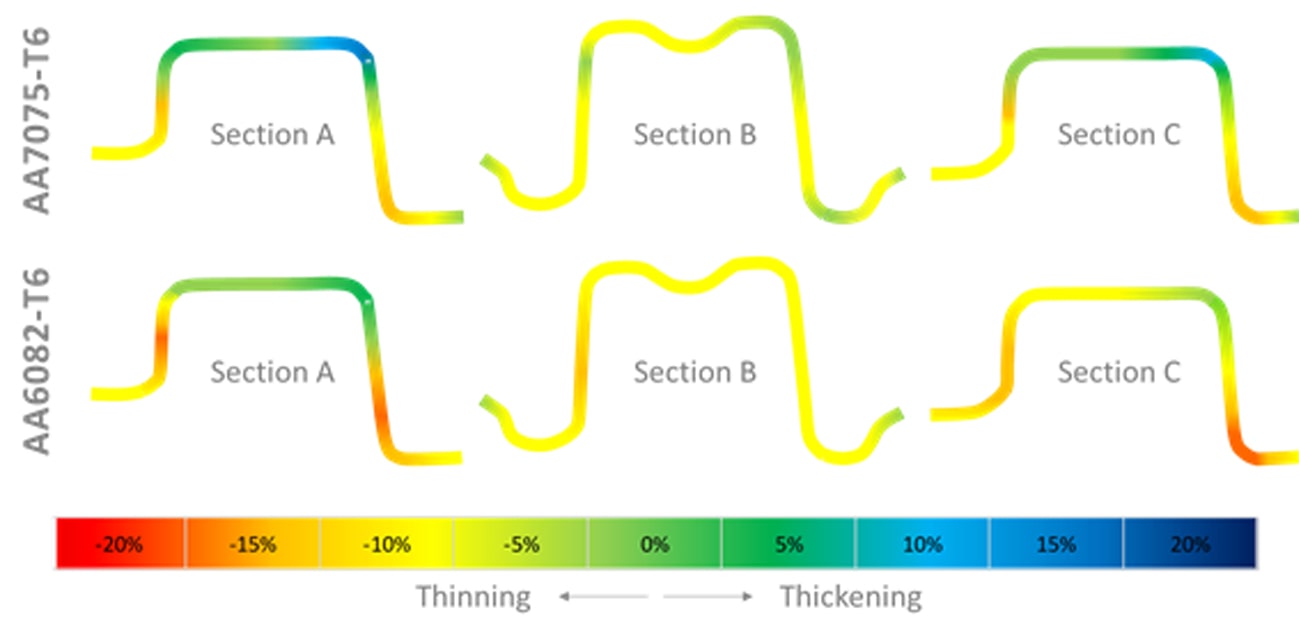
図10:選択した断面の板減
プレス成形部品の研究は未だ進行中です。引張試験、応力腐食試験、スプリングバック解析、衝撃試験など、エネルギー吸収能力を比較するための追加試験を実施しています。
これらの試験から、ファゴール・アラサテ社とBatz社は上述の試験を基に技術面のガイドラインを作成し、高強度アルミニウム合金の熱間プレス成形分野の知見を確立させました。ボロン鋼の熱間プレス成形において確かな技術力を有するファゴール・アラサテ社では、ローラーまたはマルチレベル強制対流炉を備えたアルミニウム合金の熱間プレス成形ラインを特注で提供しています(図11)。1時間に600ストロークの生産能力を誇り、少量生産から量産まで対応してます。
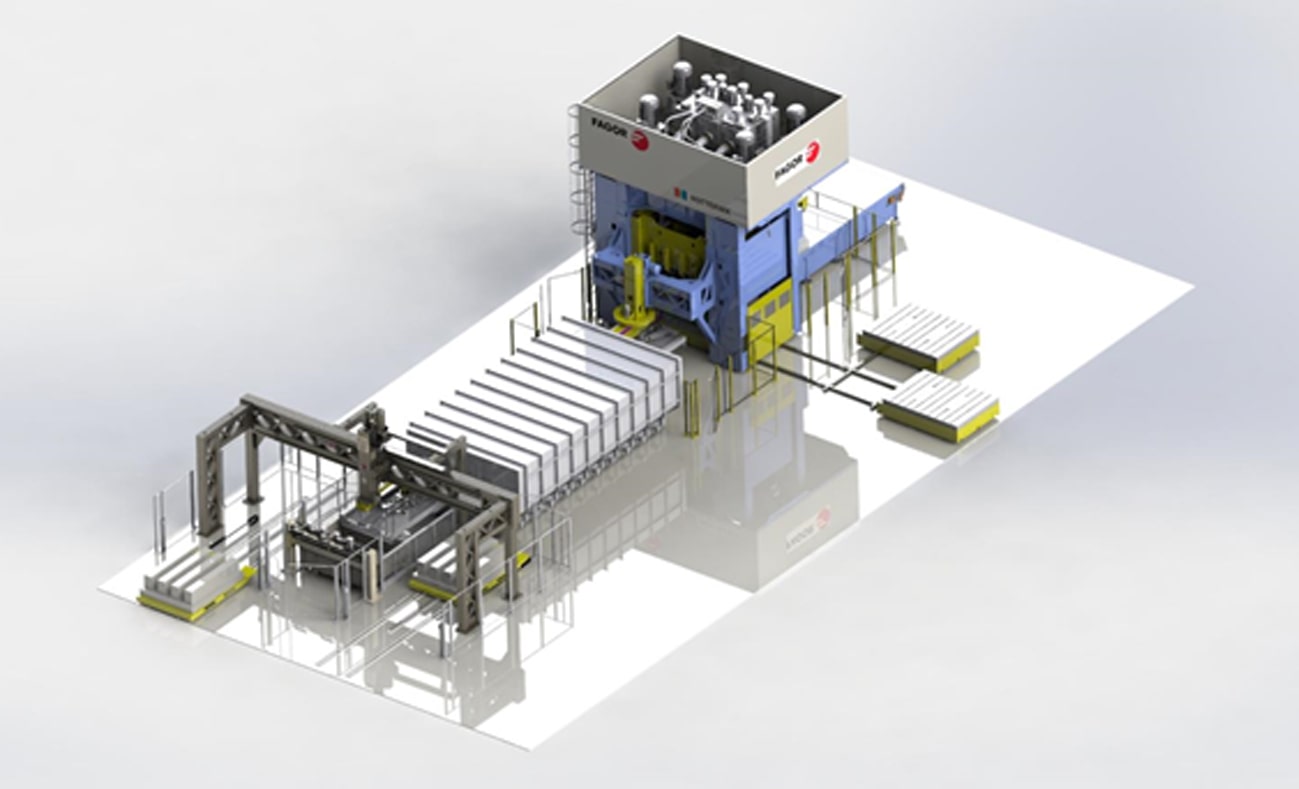
図11:アルミニウム合金の量産用熱間プレス成形ラインのレイアウト
ファゴール・アラサテ社について ________________________________________
ファゴール・アラサテ社は、世界各国のお客様、OEM、ティア1向けに、成形工作機械、成形プレス、プレス成形システム一式のカスタムデザイン、製造、サービスを専門に事業展開を行っています。自動化された機械には、鉄鋼、アルミニウム、複合材の部品に対する高度な生産技術と高度な品質基準が折り込まれています。
1957年に設立されたファゴール・アラサテ社は、製品ポートフォリオの拡大および大幅な事業成長を続け、現在では業界を主導する世界企業であります。売上高では5大メーカーの1社であり、製品ポートフォリオを考慮すると第1位となります。
By Unai Ibarretxe (Mondragon Unibertsitatea), Aitor Ormaetxea (Koniker S.Coop.) and Mónica Carranza (Batz S. Coop.)




を活用した超高強度アルミニウムの軽量化")






{kind=link}