
はじめに
自動車産業は常に進化しており、メーカーは衝突時の安全性に特に配慮しつつ、車両性能の向上に努めています。乗員の安全を守り、最高評価を獲得するためには、車体構造を強化することが最も効果的です。
堅牢かつ高強度な構造部品の開発においては、メーカーは一般的に冷間プレス成形(AHSS/UHSS)または熱間プレス成形のいずれかの工程を選択します。これらの工程にはそれぞれ独自のメリットとデメリットがあり、どちらを選択するかは設計上の要件や製造目標、さらにはコスト管理の観点から総合的に判断されます。
これらの技術は、世界の自動車業界に大きな影響を与えています。一方で、インド市場での役割については、コスト効率や生産拡大のしやすさ、環境への配慮といった点から詳しい検討が必要です。こうした要素を把握することは、インドの自動車製造業の進歩を促すうえで非常に重要となります。
本稿では、冷間プレス成形と熱間プレス成形の手法について、両者を比較しながら詳しく説明します。
冷間プレス成形:量産向けのコスト効率の高いソリューション
インドの自動車市場は手頃な価格の車種が牽引しており、メーカーの約45%がこの分野に注力しています。そのためコスト効率が依然として最重要視されており、生産工程のすべてに考慮されます。
2024年現在、低価格車向けHSS/UHSS部品の製造において、インドのOEM各社では冷間プレス成形が主流の製造技術として広く用いられています。この手法は、構造ならびに安全基準を遵守しつつ、製造コストの最適化を実現する上で有効です。
冷間プレス成形とは?
冷間プレス成形は常温でプレス機を用いて部品を製造する工程です。自動車メーカーでは、強度が980 MPaまたは1180 MPa以上の高強度鋼(HSS)や超高強度鋼(UHSS)に冷間プレス成形を採用しています。
冷間プレス成形の利点
冷間プレス成形は、直接競合する熱間プレス成形技術と比較して、以下の通り明確な利点があります。
・コスト効率
・持続可能性
・サプライチェーンの柔軟性
・量産への適合性
コスト効率
冷間プレス成形は、加熱炉や複雑な金型、冷却装置が必要なく、設備もシンプルでメンテナンスコストも安く済むため経済的です。また、前処理や後処理の費用も抑えられるため、全体的にコストダウンにつながります。熱間プレス成形とのコスト差は大きく、特に予算を重視するインド市場では冷間プレス成形の魅力が際立っています。
持続可能性
加熱工程を伴わないため、使用するエネルギーを抑えることができます。このエネルギー消費量の低減は、CO2排出量の削減にもつながるため、持続可能性の目標達成の一助となります。
サプライチェーンの柔軟性
冷間プレス成形においては、シンプルかつ従来型の生産設備を採用することで、市場の変化に迅速かつ柔軟に対応することが可能となります。生産プロセスの変更を短期間で実施でき、新製品のリードタイムも大幅に削減されます。加えて、熱間プレス成形技術を利用する場合と比較して、すでに生産している製品の変更も格段に効率的に行うことができます。
量産への適合性
冷間プレス成形は非常に高速で、多くの場合1秒もかからずに部品を生産できます。この工程は非常に迅速かつ効率的であり、大規模な生産にも容易に対応できます。そのため冷間プレス成形は、コスト効率が良い低価格車の量産に最適な選択肢となります。
冷間プレス成形の課題
冷間プレス成形には、以下のような課題もあります。
・材料の成形性の低さ
・激しい金型の摩耗
・スプリングバックの不具合
材料の成形性の低さ
常温では、とくに高炭素含有のAHSSやUHSSなどの材料では成形性が大きく低下します。そのため、この種の材料を冷間プレス成形する際には、高トン数のプレス機が必要となります。それにもかかわらず、複雑で深い形状を持つ部品の製造は依然として難しい課題です。
激しい金型の摩耗
冷間プレス成形では大きな荷重がかかるため、金型が著しく摩耗し、メンテナンスや交換のコストが頻繁に発生します。この問題を抑えるには、効果的な潤滑が不可欠です。さらに、PVDコーティング(物理蒸着表面処理)を施すことで、金型の耐久性と稼働寿命を伸ばすことが可能です。
スプリングバックの不具合
材料が再結晶温度に達することはないため、最終製品にスプリングバックが生じる可能性があります。代表的な不具合として壁面の反りなどがあります。これらの問題への対応として、エンジニアは高度な部品設計、金型製作の方策、および見込み補正など、さまざまな手法を積極的に取り入れています。
熱間プレス成形:高級車種を支える革新的な性能
熱間プレス成形は、高強度構造部品の製造にも適用できる技術です。この工程は通常、1400 MPa以上の強度を持つ高強度材に使用します。卓越した耐久性と耐衝突性が求められる部品に適しています。
インドの自動車市場では、熱間プレス成形は主に高級車のメーカーが利用しています。特にタタ・モーターズやマヒンドラといった一部のOEMでは、特定のホワイトボディ(BiW)部品の製造に、この技術の導入や検討を始めています。
熱間プレス成形とは?
熱間プレス成形では、「ボロン鋼」と呼ばれる特殊な鋼合金を再結晶温度以上に加熱します。加熱した材料を高精度な金型で成形し、そして急冷することで、卓越した硬度と耐久性を備えた部品を製造できます。加熱することで延性が高まり、急冷によって高い強度が得られます。次に、冷間プレス成形と比較した際の熱間プレス成形の利点について説明します。
熱間プレス成形の利点
熱間プレス成形工程は、その数々の大きな利点から広く活用されています。
・高い成形性
・高い強度
・実績に基づく信頼性
高い成形性
熱間プレス成形では、極めて複雑な形状を加工できます。材料の延性が高まるため、比較的低いプレス機で、より深く繊細な形状を作り出すことが可能です。対照的に、冷間プレス成形で同じ形状を加工することは非常に難しく、あるいは不可能な場合すらあります。
高い強度
熱間プレス部品は、クエンチングなどの熱処理工程により、極めて高い強度レベルに達します。そのため、衝突性能に直結する構造部品に適しています。
実績に基づく信頼性
熱間プレス成形は、長年の研究と実用化によって改良され、信頼性の高い工程として認知されています。材料特性が安定しているため、厳しい安全基準にも容易に対応できます。
熱間プレス成形の課題
冷間プレス成形と同様に、熱間プレス成形にも独自の課題があります。
・高いコスト
・高いエネルギー消費量
・複雑な金型
・サイクルタイムの長さ
高いコスト
冷間プレス成形と熱間プレス成形との間には大きなコスト差があるため、低価格車の製造における利用は限定的です。熱間プレス成形材(ボロン鋼など)は、冷間プレス成形に用いるAHSS/UHSSよりもコストは低いものの、加熱炉、複雑な金型、冷却設備などの付加要件により、運用コストが非現実的な水準まで押し上げられてしまいます。
高いエネルギー消費量
エネルギーの需要増加は、Co2排出量の削減を目指す企業にとって問題となる可能性があります。現在、多くの国が製造業におけるエネルギー消費の削減を奨励しており、インドも例外ではありません。
複雑な金型
熱間プレス成形には、冷間プレスよりも複雑な金型に加えて、加熱装置、冷却設備、監視・制御システムが必要となります。また熱間用の金型は、高温に対応できるボロン鋼などの特殊な材料で製作しなければなりません。安定した品質を担保するには、荷重や温度などの重要な制御パラメータの管理も極めて重要です。
サイクルタイムの長さ
熱間プレス成形は、加熱、成形、急冷など多くの工程を伴うため、完了までの所要時間が長くなります。サイクルタイムが長いことから、熱間プレス成形は量産には向いていません。
インド市場で重視される要件
インドの自動車市場では手頃な価格が重視されることから、多くの自動車メーカーが冷間プレス成形を選択する傾向にあります。このインド市場では特に以下の要件が優先されます。
・拡張性
・短いサイクルタイム
・低い生産コスト
低価格帯の自動車メーカーでは、複数のマイナーチェンジモデルを毎年発売することが一般的であり、そのため金型の柔軟性が特に重要になります。冷間プレス成形は、高い柔軟性を実現できる手法として効果的です。さまざまな部品生産に素早く対応できるため、この分野において競争力を維持できます。一方、熱間プレス成形は、コストよりも性能を重視するプレミアムカーや高級車に主に用いられます。
結論
冷間プレス成形と熱間プレス成形のいずれも、自動車の構造部品製造において明確な利点があります。しかしインド市場においては、コスト効率、柔軟性、および環境負荷の低減という観点から、一般的に冷間プレス成形の方が現実的な選択肢となります。高級車向けの部品製造では、熱間プレス成形を用いることで強度と設計の幅が広がりますが、そのコストとエネルあまざまギー消費量の高さから、量産での利用は限定的となります。インドの自動車メーカーは、主に冷間プレス成形を活用することで、同国で急速に拡大する自動車業界の需要に応え、同時に競争優位性も維持することができます。
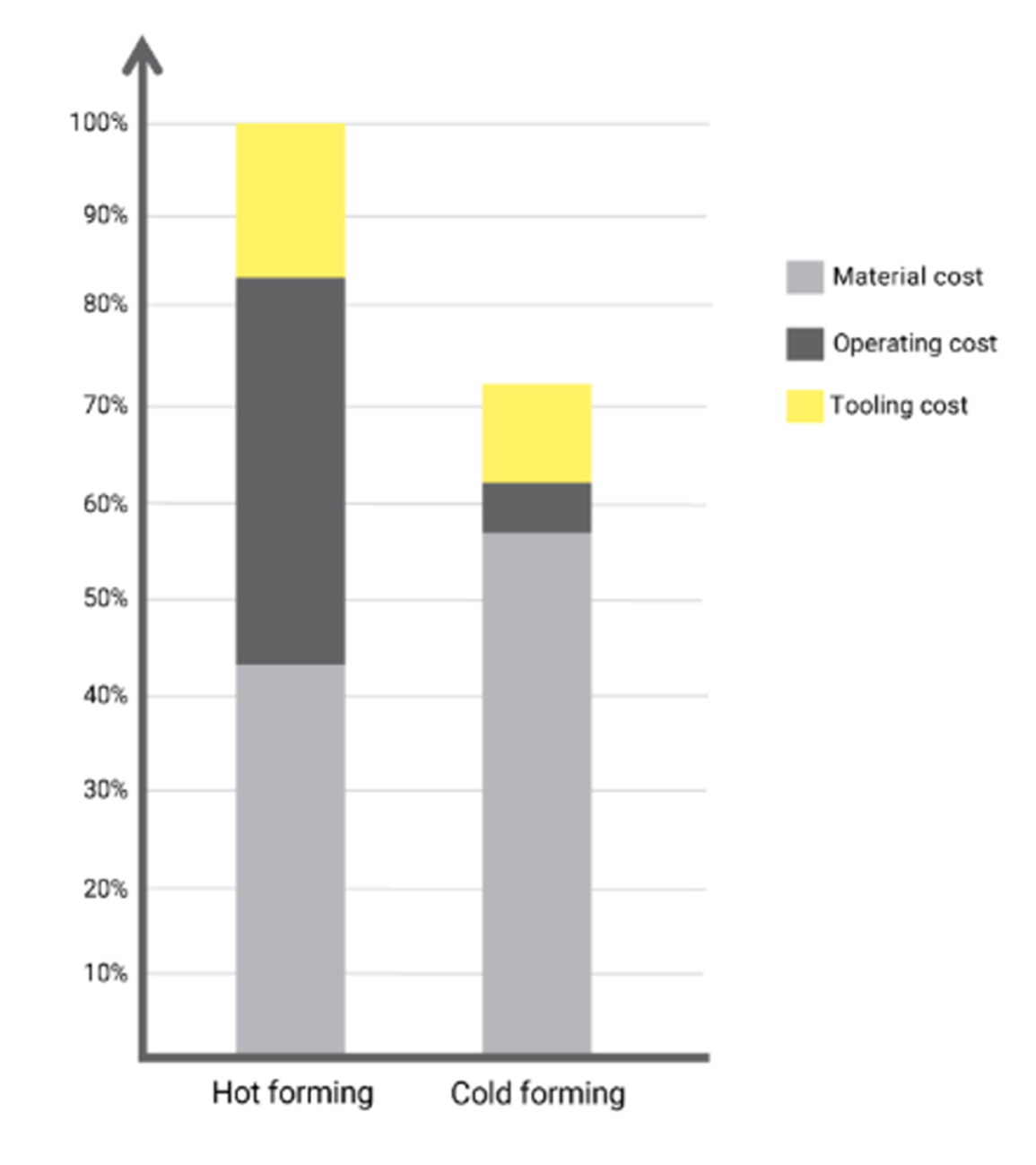
この図は熱間プレス成形と冷間プレス成形のコスト比較を示しています(出典:SSAB)
適用事例")










{kind=link}