
はじめに
自動車業界では、エンジン駆動と電気自動車の両方で「軽量化」が最重要課題となっています。軽量化は燃費効率の向上とCO₂排出量の削減をもたらします。さまざまな手法がありますが、最先端の材料や加工技術を活用したホワイトボディ(BiW)の最適化から特に大きな成果が得られています。
本稿では、BiWの耐久性やエネルギー吸収性能を高め軽量化を両立するために、部品の中に限定的な焼戻しを組み込んだ革新的な熱間プレス成形の手法について考察します。主題に入る前に、BiWの硬い領域と柔らかい領域の特徴を把握することが重要です。
衝突安全に関わる部品の硬い領域と柔らかい領域
車両の衝突性能を最適化するには、硬い領域と柔らかい領域がどちらも不可欠です。硬い領域は外部からの力による変形に強く抵抗し、乗員を守る安全バリアとして働きます。そのため、衝突時の怪我のリスクを低減できます。このゾーンの強度は一般的に1400MPa以上です。
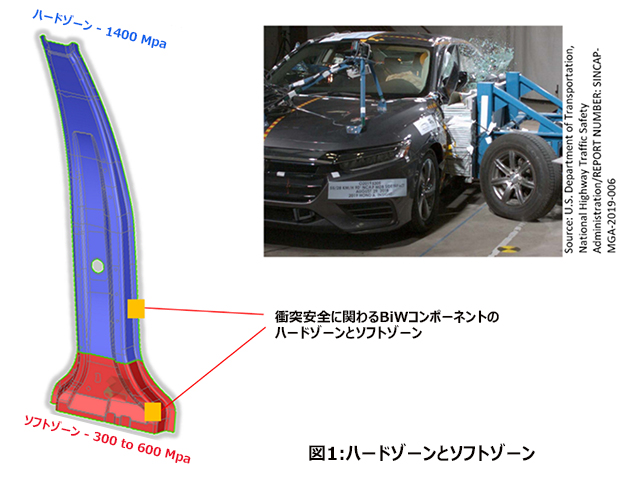
衝突のエネルギーは、消散させなければなりません。そこで柔らかい領域が重要な役割を担います。柔らかい領域は変形することで衝撃のエネルギーを吸収するように設計され、比較的強度が低い部品が用いられます。降伏応力は通常300~600MPa程度です。車両にはこれらのゾーンが組み込まれていて、硬い領域が変形を妨げる傍ら、柔らかい領域は意図的に変形することで重要な領域への応力を軽減します。
特性の最適化による硬い領域と柔らかい領域の統合
従来、冷間プレス成形工程では、テーラーウエルドブランク(TWB)などの手法を活用してBiWの部品に硬い領域と柔らかい領域を組み込んできました。これは板厚が異なる同じ材料、あるいは異なる材料や合金を組み合わせることで、設計や性能の要件を満たす手法でした。
近年の熱間プレス成形技術の進展により、これらのゾーンをひとつのプレス部品(たとえば車両に不可欠なBピラーなど)にまとめることが可能となりました。テーラードテンパリングと称される革新的な焼戻しの手法により、硬い領域と柔らかい領域を単品部品に継ぎ目なく組み込むことができます。この手法を通じて、板厚、重量、コストなどの主要な特性を最適化することができます。
熱間プレス成形におけるテーラードテンパリングの手法
熱間プレス成形は、加熱したブランクを水冷金型で成形および急冷し、加工硬化によって超高強度の部品を製造する工程です。合金の微細組織がマルテンサイトに変化することで、一般的には1400MPa以上の強度が得られます。テーラードテンパリングは管理された範囲内でその特性を最適化する手法で、要件に応じて精密にカスタマイズを行うことができます。特に相変態と形状の調整から高い効果が見込めます。これらのソリューションは、デザインに応じて個別あるいは組み合わせて適用できます。以下に各手法の概要を説明します。
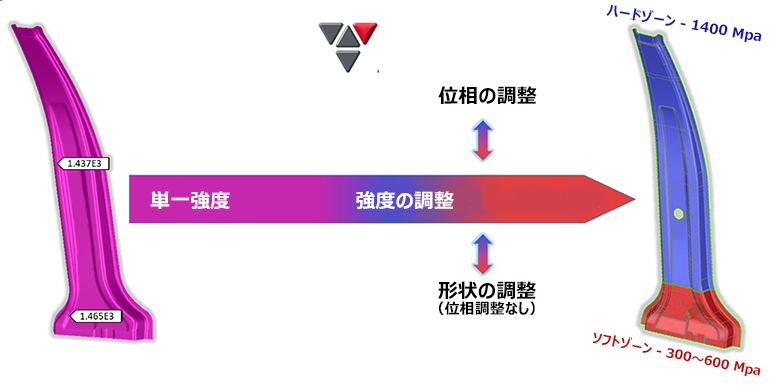
図2: 単一強度から調整された強度へ
1. 相変態
相変態では、熱処理や焼き入れ工程にてボロン鋼合金の微細組織を調整します。材料の各領域を異なる温度で選択的に加熱し、冷却速度を調整することで、領域ごとにマルテンサイト、ベイナイト、フェライトなどの異なる微細組織を形成することができます。
この技術により、以下を形成できます。
• 耐衝撃性を担う高強度領域(マルテンサイト)
• エネルギー吸収と柔軟性を担う延性領域(フェライトまたはベイナイト)
2. 形状の調整
部品の強度と延性を最適化する別の手法として、形状をカスタマイズする「形状の調整」も活用できます。さまざまな技術を用いて部品の特定領域を選択的に強化し、外力に対する耐久性を高めます。この手法では、たとえば材料変更などのコストをかけることなく、必要な領域のみの強度を高めることができます。
相変態
ボロン鋼合金の相(マルテンサイト、パーライト、フェライトなど)は、熱処理条件の違いによってそれぞれ強度と延性のレベルに明確な差があります。各相は固有の機械特性を有するため、用途に合わせて特性を調整した材料を設計することが可能になります。相変態によって、ひとつの部品に複数の相を組み込むことができるため、領域ごとに強度レベルが異なる最終製品を実現できます。
部品の特性を目的に応じて調整する上で、主に2つの方策または技術によって相変態を可能にします。
1. テーラーテンパードブランク
2. プレス金型の部分的加熱(現在検討中)
テーラーテンパードブランク
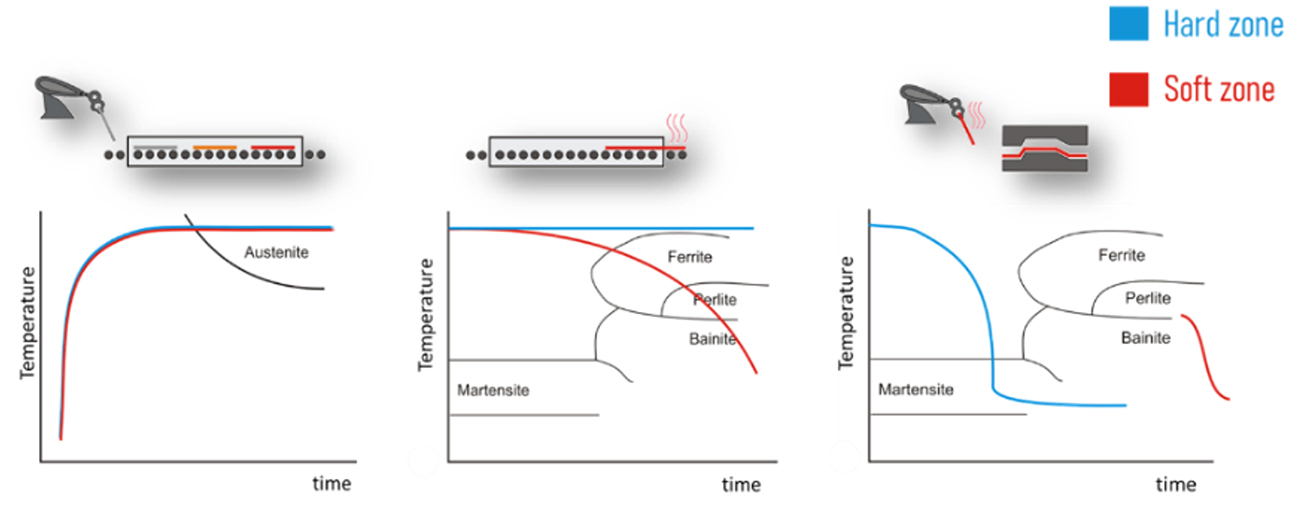
図3: テーラーテンパードブランクの挙動
この手法では、ブランクを成形ステーションへ移す前に、ブランクの特性を領域ごとに調整します。図3に示すように、最初に高温加熱炉にてブランクを930°C(1706°F)まで加熱し、オーステナイト化します。加熱中、比較的ソフトな状態を維持すべき領域は輻射から遮蔽します。すると遮蔽した領域は加熱されないため冷却が始まりますが、その他の領域は高温のままとなります。
この技術の要となるのが対流冷却工程であり、そこでは所定の時間内にブランクを特定の温度まで冷却します。その後、ブランクを熱間プレス成形工程に移し、成形します。最後に、プレスした部品に焼入れを行うことで、硬い領域と柔らかい領域を自在に組み合わせることができます。
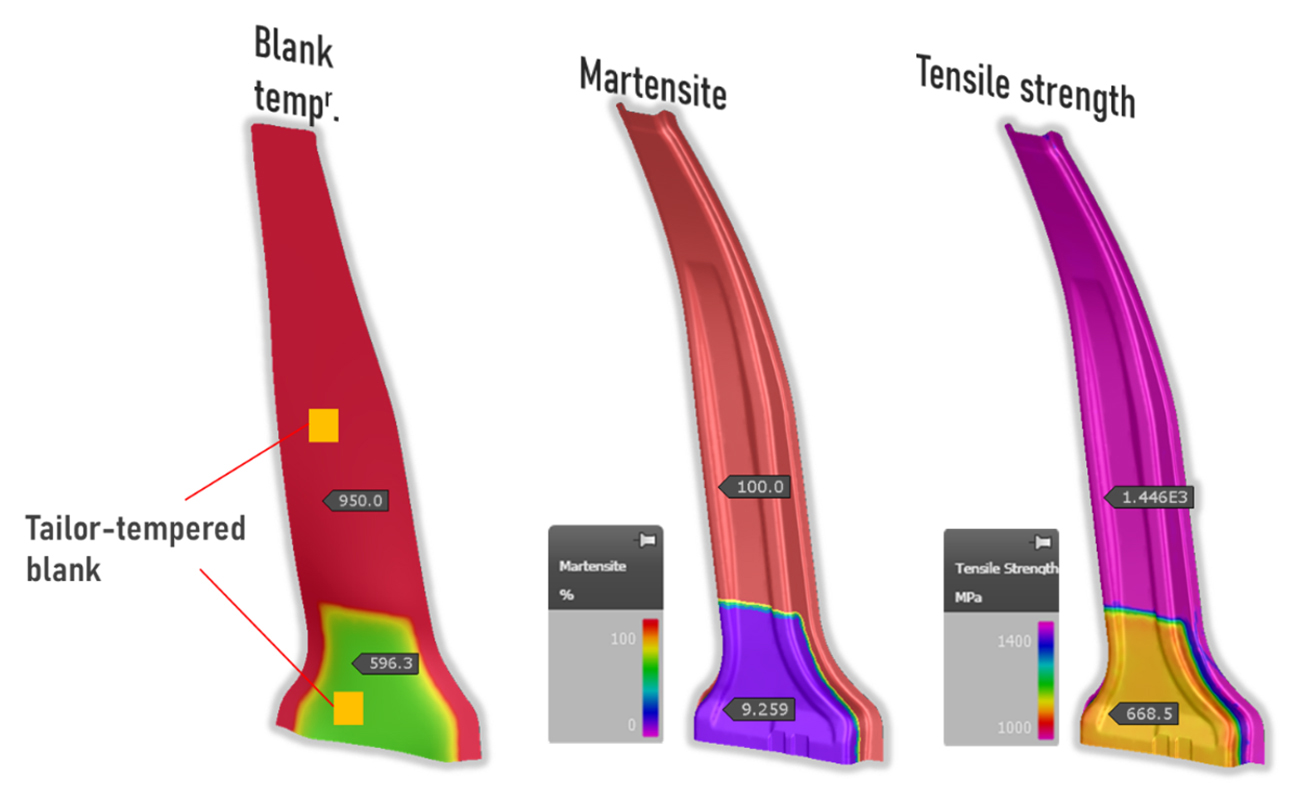
図4: テーラーテンパードブランク → マルテンサイト相の形成 → 引張強度
部分加熱したプレス金型
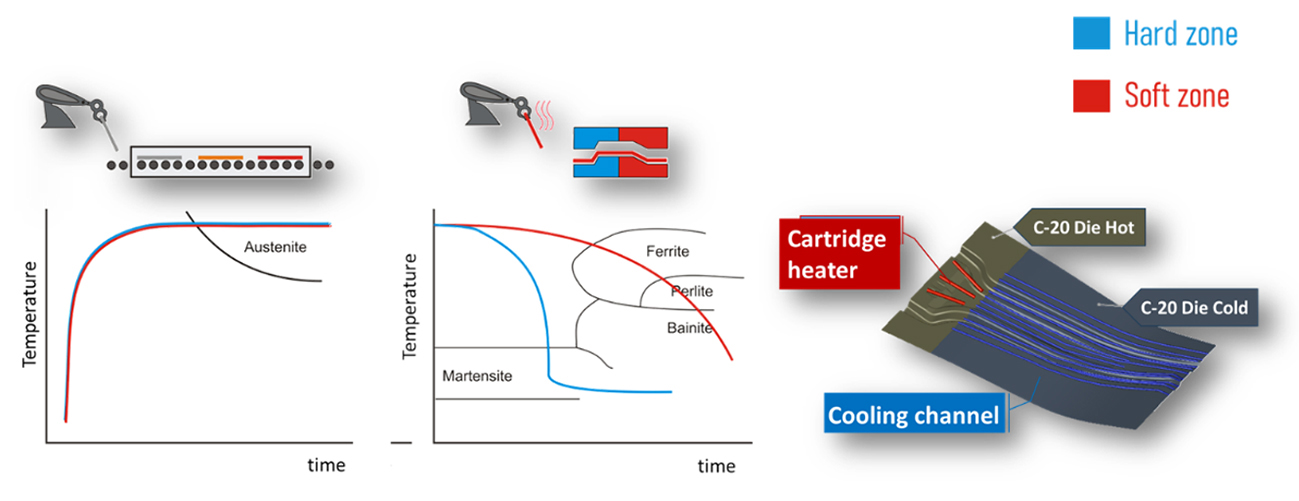 図5: 部分加熱したプレス金型
図5: 部分加熱したプレス金型
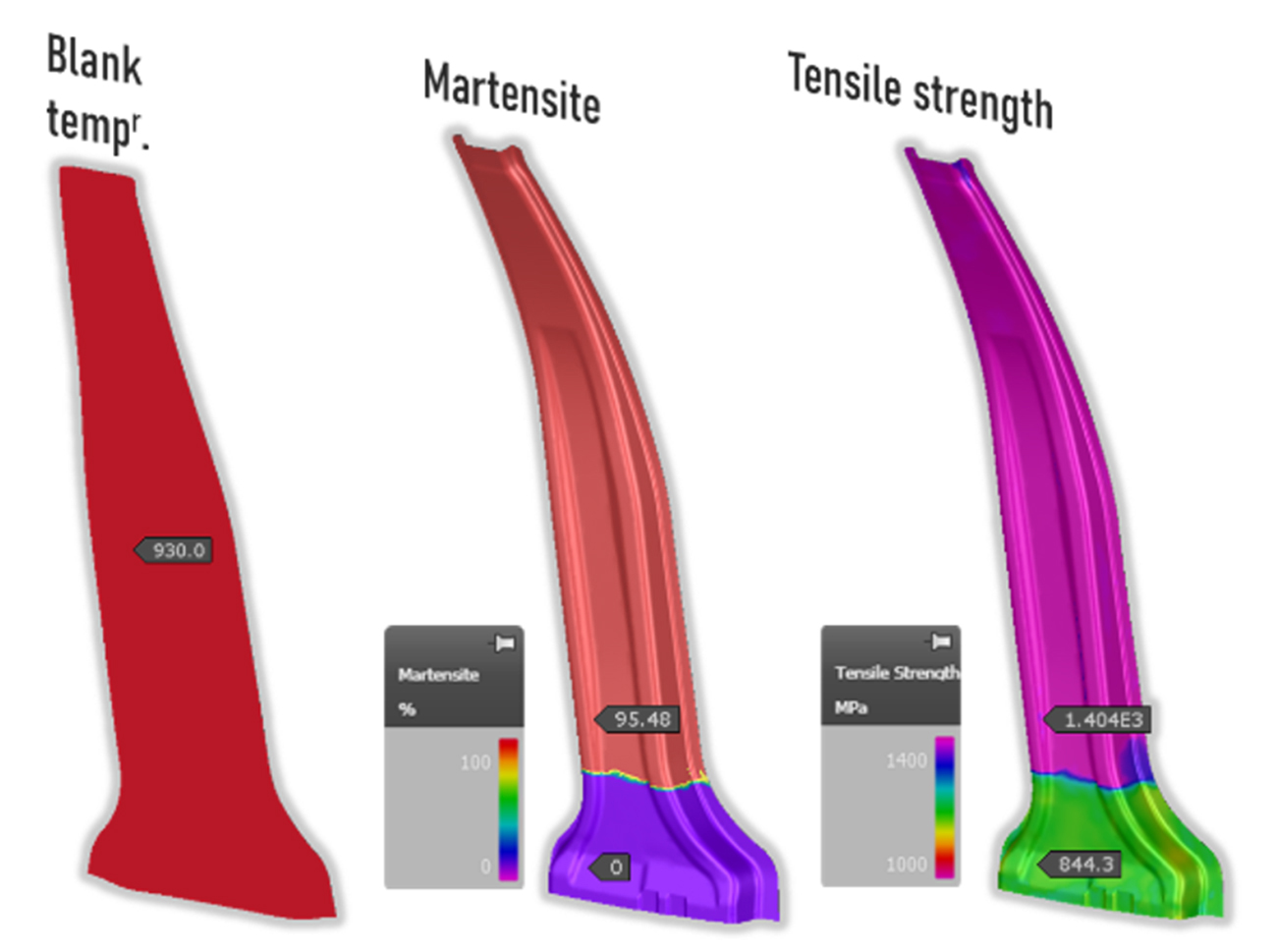
図6: 部分加熱したブランクの焼き戻し → マルテンサイト相の形成 → 引張強度
材料特性を選択的に調整する手法には、成形工程中にシートを加熱する方法もあります。図5に示すように、まずブランク全体を完全にオーステナイト化してから成形ステーションへ移します。プレス金型にはカートリッジヒーターと冷却経路が装備されており、特定領域の温度制御と冷却速度の調節を行うことができます。
高温が維持される領域は、フェライト、パーライト、ベイナイトなどの中間相変態を経て、最終的にマルテンサイトへ変化します。これらの領域は比較的硬度と強度が低い柔らかい領域となります。一方、冷却経路に直接接触している領域は急冷され、ほぼ瞬時にマルテンサイトへ変化するため、より高い強度と硬度が得られます。
このように冷却速度を選択的に調整することで、最終部品は領域ごとに異なる特性を有するようになります。結果として、強度と柔軟性のバランスが最適化され、衝突時の性能も向上します。
形状の調整
形状の調整には、テーラー溶接ブランクおよびパッチワークブランクと称される手法があります。どちらも軽量設計を維持しながら重要領域を補強するための多様なソリューションを提供します。その仕組みは以下の通りです:
テーラーウエルドブランク(TWB)
テーラーウエルドブランクでは、異なる材料を接合することでコンポーネントを部分的に強化します。たとえば、加工硬化鋼を高強度低合金鋼に溶接したり、同一鋼材をより厚い板厚で使用したりすることが可能です。機械特性を精密にコントロールできるため、相変態と組み合わせることで、重要領域の性能さらに向上させることができます。
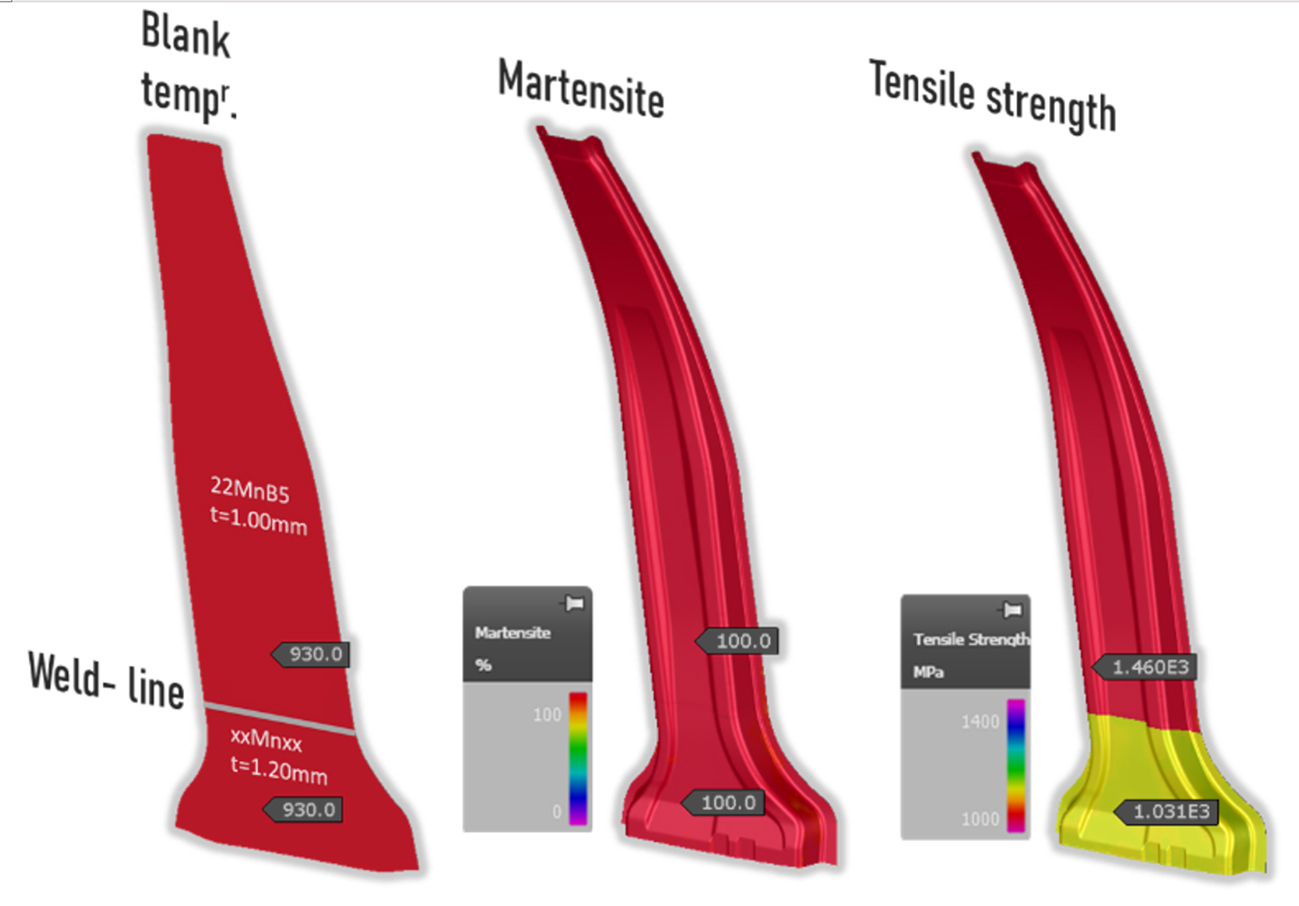
図7: TWB(相変態なし); ブランクの焼き戻し → マルテンサイト相の形成 → 引張強度
パッチワークブランク
パッチワークブランクでは、既存の部品に追加材料を溶接することで、重要なゾーンを補強し剛性を高めます。パッチの板厚と材質の選択を通じて、強度と柔軟性の望ましいバランスを実現できます。
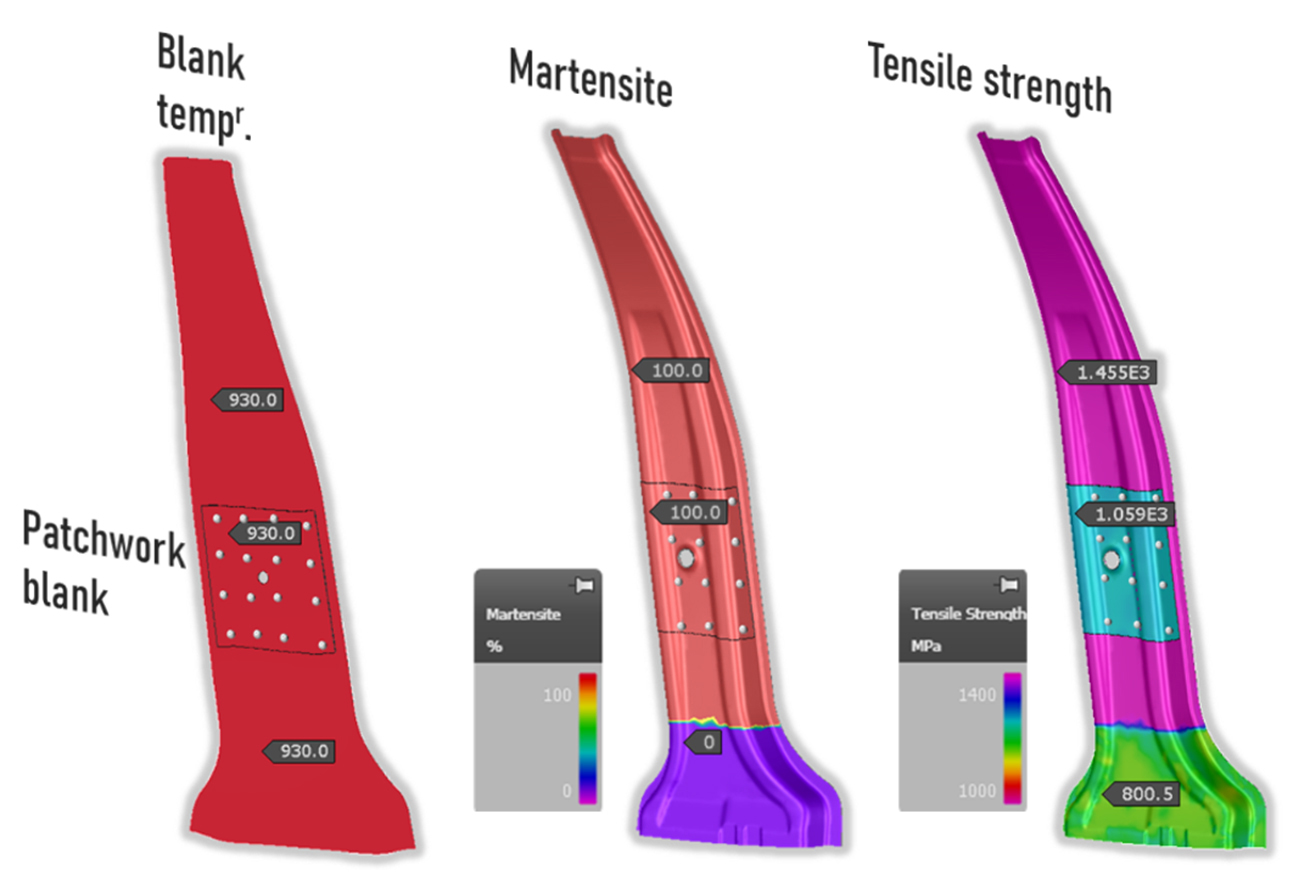
図8:パッチワークブランク(相変態あり); ブランクの焼戻し → マルテンサイト相の形成→引張強度
テーラーテンパード製品の利点
テーラーテンパード製品は、他の方法よりもコストをかけずに、設計と性能の目標をクリアすることができます。主なメリットを以下にご紹介します。
テーラーテンパード製品の主な利点
1. 強度と硬度:補強部は衝突安全に必要な構造的剛性を担保します。
2. 延性: 柔らかい領域が衝撃のエネルギーを吸収し、乗員の負傷リスクを低減します。
3. 板厚の最適化: 材料の板厚を精密にコントロールすることで、重量を最小限にします。
4. コスト効率: 複数の特性をひとつの部品にまとめることで、接合工程を削減し、生産プロセスを効率化します。
5. 製造性: 柔らかい領域では後加工(例:穴あけやトリム)が容易であるため、コストがかかるレーザーカットへの依存を減らせます。
自動車設計の新たな展望
熱間プレス成形技術と調整を施した材料特性を用いることで、車両の軽量化において大きな進歩を遂げることができます。相変態と形状の調整による機械特性のコントロールを通じて、部品の性能、安全、効率に関する厳しい要件を満たせます。その結果、車両はより軽量で安全、かつ環境に優しいものとなり、製造コストと複雑さも緩和されます。
結論として、テーラードテンパリングは次世代の自動車設計・製造の道を切り開いています。硬い領域と柔らかい領域を適切に組み合わせることで、厳しい安全基準を満たしつつ、大幅な軽量化を実現し、業界における持続可能性と性能の新たな標準を確立します。
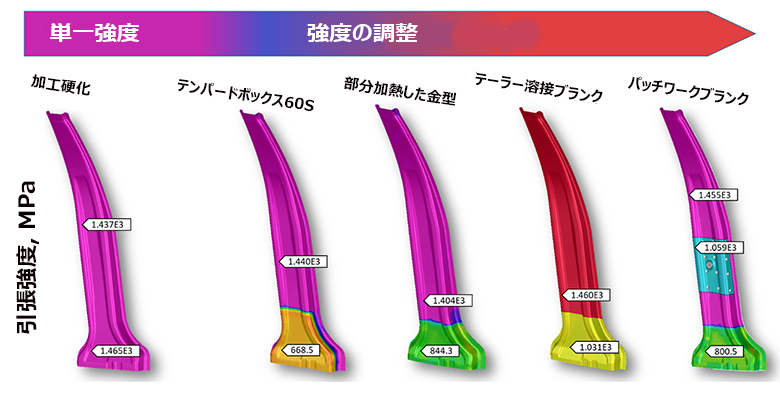
図9: 加工硬化と最適化した強度の比較





を活用した超高強度アルミニウムの軽量化")

への転換点: 2035年までに電気自動車の販売台数がガソリン車を上回る可能性も!")


の利点と推奨事項")
{kind=link}