
自動車産業は常に技術開発の最前線にあり、たとえばヘンリー・フォードが生産システムに革命をもたらしたように「現状を打ち破る」ことを使命としてきました。これは現在に至るまで変わりはありません。
各部門ではインダストリ4.0のような先進的な生産モデルを取り入れるなど、プロセスの改善を進めています。技術部門と生産現場が連携することで、情報やタスクの伝達を明確かつ効果的に行うことができる有機的なシステムを構築し、無駄の排除および二酸化炭素排出量の削減に取り組んでいます。
このような状況下で競争力を維持するには、企業はエコシステムの中で最新の動向を注視しながら工場設備を最大活用して生産を行い、かつコストや品質目標も満たす必要があります。しかし変革を進めるにはパラダイムに対応するだけでなく、工法や工程の分析や調整も行わなければなりませんが、このような最適化にはデジタルツールが不可欠となります。ツールを有効活用することで、不具合の予測、前向きな意思決定、トライアンドエラーの排除などが可能になります。
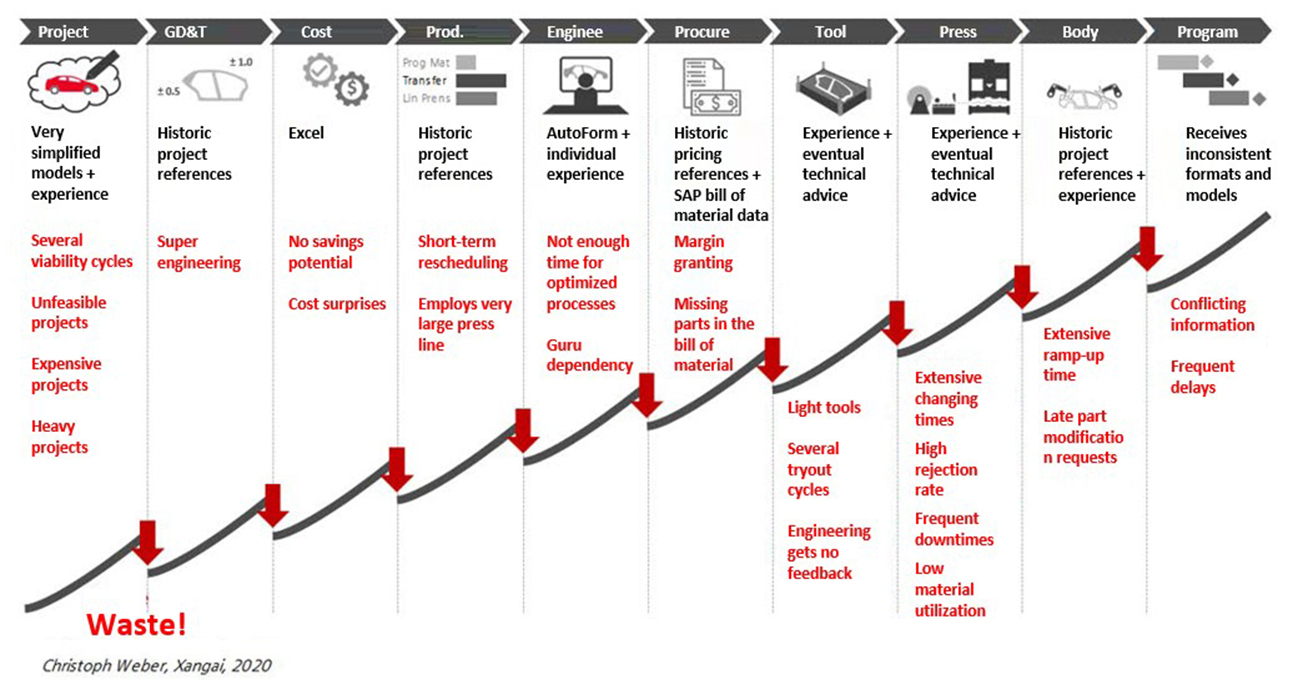
変革においてはパラダイムの打破こそが最難関の課題です。フォード主義者が提唱するモデルでは、各部門や担当者がそれぞれ業務を遂行するためのシステムが構築されています。このモデルにおいては各自の業務完遂が最も重視されるため、個人主義的かつ縦割りにサイロ化された思考環境が醸成され、「自分の仕事は完了したのだから、もう責任はない」という考え方が大勢を占めるようになります。しかしプロセスチェーン全体の観点から捉えると、この思考はリスクをもたらしかねません。
自動車の最終組立を例に挙げます。この最終組立には、いくつの工程が必要となるでしょうか。多岐にわたる部門やサプライヤーから多くの業務担当者が様々な作業を実行しますが、その多くは相互に関連し、依存し合っています。たとえばフレームの組立工程においては、フレーム部品はプレス工場で製造されたものであり、その業務に必要なプレス金型は金型工場で製作されたものです。部門ごとに独立して業務を遂行する場合、金型工場は最良の金型をプレス工場に納品することに最大限の労力を費やし、またプレス工場は最良のプレス部品を組立工場に納品することに最大限の労力を費やします。しかしこの労力は時に過剰または不要となる場合もありえるため、この業務モデルが効率的だとは実は言い難いのです。
各部門がそれぞれ業務完遂を第一義に捉えた場合、その効率はどうでしょうか。そのプロセスは費用対効果が高く、プロセスチェーン全体の観点からも最終製品の品質を最大限に担保できるでしょうか。またプレス工場に納品された金型は、自動車の生産サイクルまで十分に考慮されたものでしょうか。結局のところ、製品のライフサイクルにおけるコストの大部分は量産に起因するものです。すべてのプレス部品が公差を満たす状態で納品されたとしても、コンポーネントやサブコンポーネントを手戻りや微調整なしに組み立てることは可能でしょうか。
このような疑問については、デジタルツールを用いて、製造現場の設営前にあらかじめ検証すべきです。このためエンジニアリング部門では、インダストリ4.0の基本概念のひとつである「プロセスのデジタルツイン」を構築し、各部門間で達成すべき業務の効果を予測し、成果を担保することで、コストを抑制しながら高品質の最終製品を実現することが重要です。
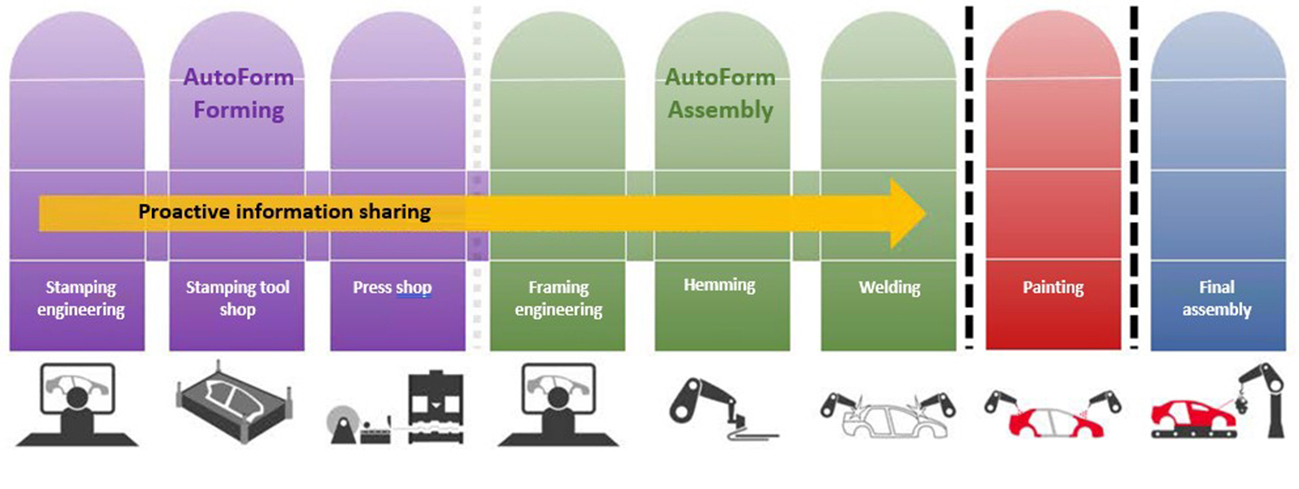
このデジタルツールを用いた新たな試みでは、エンジニアリングの段階からすでに複数の部門間で意見交換を行うことが可能になります。製品技術部門では、製品定義を行う際に製造技術部門の協力を得ることで、よりフィージビリティが高くシンプルな製品を作り込むことができます。プレス金型、ヘミング、溶接設備の購買に関するコストの削減や、手直しや再加工にかかるコストの抑制も実現できます。
製品のデザインが完了すると、製造のエンジニアリング部門では開発のエンジニアリング部門と連携し、車体の組立工程および量産工程の最適化と再現性について検討と定義を行います。
そのためにプレス担当部署とヘミング担当部署のための生産マップ(修正の方向性を示す事前検討データ)を作成します。プレス金型の開発においても、組立の解析から算出されたデータを考慮すべきであることに注意が必要です。完成車すべてを公差に収めるためには、単品部品を単品公差に収めることだけでなく、アセンブリ品についても規定の寸法に収めることが重要になります。
これが製造設備を物理的に設営する前の最終段階であることを考慮すると、この段階で製造部門がエンジニアリング部門に関与することはとても有意義です。なぜなら製造現場の担当者は幅広い知識を有するだけでなく、エンジニアリングの意思決定に有用な情報を提供できるからです。また製造部門においても、エンジニアリングに関与した担当者がシミュレーションを把握することで、シミュレーションと製造現場の相違を最小限に抑え、シミュレーション通りに製造が進むように指南することが可能になります。たとえ相違が生じたとしても、製造部門とエンジニアリングの間で連携をとることができるため、直接フィードバックを得ることができるようになります。
すでにエンジニアリング段階で潜在的な不具合が特定および解消され、また金型の完全性も担保されていることから、金型工場では金型に不備がないことを確認しながら、より短時間で高品質の金型を納入する必要があります。一方、プレス工場ではホームトライアウトを行うと、工程の安定性および再現性が担保されます。なぜならエンジニアリング段階ですでに材料特性のばらつきなどを考慮した解析が行われているためです。
デジタルツインのコンセプトは車体の組立にも適用できます。プレス工場と同様に、単品部品のプレス成形工程を複数の条件でシミュレーションすることで、初回のトライアウトにおいて微調整を行うだけで品質目標を達成することができ、さらに組立の諸条件を考慮することも可能になります。プレス工場の最終目標は組立の寸法通りの部品を納入することです。つまりエンジニアリングの段階で、単品部品の寸法偏差が組立の寸法に影響があるか、あるいは単品部品のいずれかを基準以上に変形させることで組立全体の寸法が満たされるか、といった点を確認することで、プレス金型の開発における無駄な時間や労力を削減し、微調整のみで正確な組立が担保された部品を量産できるようになります。さらに、たとえばヘミング工程のシミュレーションを行うことで、ソフトウェアで定義したローラーの経路と傾斜のとおりにロボットを操作するプログラムを実行できます。アセンブリの品質基準を満たすようにパラメータを最適化することで、プログラミングの作業時間や機器の調整に費やす時間も大幅に削減できます。
従来の障壁を将来の架け橋へと変革してゆくことこそが、製造業全般にとって非常に重要です。部門間の連携を強化することで無駄が排除され、エンジニアリングの有用性が高まる一方で製造現場の工数も大幅に削減できるため、新規案件の受け皿としての可能性が広がります。このデジタルトランスフォーメーションを実現するには、プレス成形およびアセンブリの分野ではAutoFormのような業界を支援するソフトウェアの活用が必須となります。JapanForming.comのブログでは、世界各国におけるAutoFormソフトウェアの活用事例や市場の最新動向を紹介しています。
ウェスリー・アパレシド・ダ・シルバ(Wesley Aparecido da Silva): オートフォーム社のアプリケーション・エンジニア。金型業界で13年以上の経験を有し、プレス工場、金型工場、生産技術および開発の分野でさまざまな業務に携わってきました。ABC連邦大学で材料工学を専攻。現在は、薄板プレス成形、ヘミングや溶接によるアセンブリ分野のデジタルトランスフォーメーション、そしてソフトウェアのトレーニングやサポートを担当しています。
適用事例")
製造分野にデジタルプロトタイピングが到来か?")

")







{kind=link}