
はじめに
 アルミニウムの熱間プレス成形には、多くの利点があります。しかし特に自動車や航空宇宙産業では、多くのOEMメーカーは依然としてこの技術への投資に対して慎重な姿勢を崩していません。新たな技術には当然ながら保守的になりがちであり、製品に組み込む前に、何度もテストや検証を行う傾向がみられます。
アルミニウムの熱間プレス成形には、多くの利点があります。しかし特に自動車や航空宇宙産業では、多くのOEMメーカーは依然としてこの技術への投資に対して慎重な姿勢を崩していません。新たな技術には当然ながら保守的になりがちであり、製品に組み込む前に、何度もテストや検証を行う傾向がみられます。
こうした懸念が少しでも解消されるよう、本稿ではインプレッションテクノロジーズ社がアッヒェルン(ドイツ)にあるフィッシャーグループで実施したHFQの量産への適用事例を紹介します。
適用事例
インプレッションテクノロジーズ社は、2012年よりHFQ工程の改善に取り組んできました。現在では、HFQが高強度アルミニウム構造体製造分野における主要なソリューションとなり得ると考えられます。同社は、優れた面精度と機械特性を維持しつつ、高速かつ大量に部品を製造する技術を有しています。この適用事例は、フィッシャーグループとの連携により、当該技術の実用性能を検証する目的で実施されました。
同社は300個の部品サンプルを用い、高度な金型技術と効率的な冷却を組み合わせることに成功しました。初期段階の部品サイクルタイムは約40秒で、クエンチング時間は部品の板厚や合金グレードに応じて15~20秒を要していました。シミュレーションと専門技術を活用することで、インプレッションテクノロジーズ社とその金型の協力会社であるウェバ社は、極めて高いクエンチング速度を達成し、クエンチング時間を短縮するとともに、成形中の温度の均一化を実現しました。
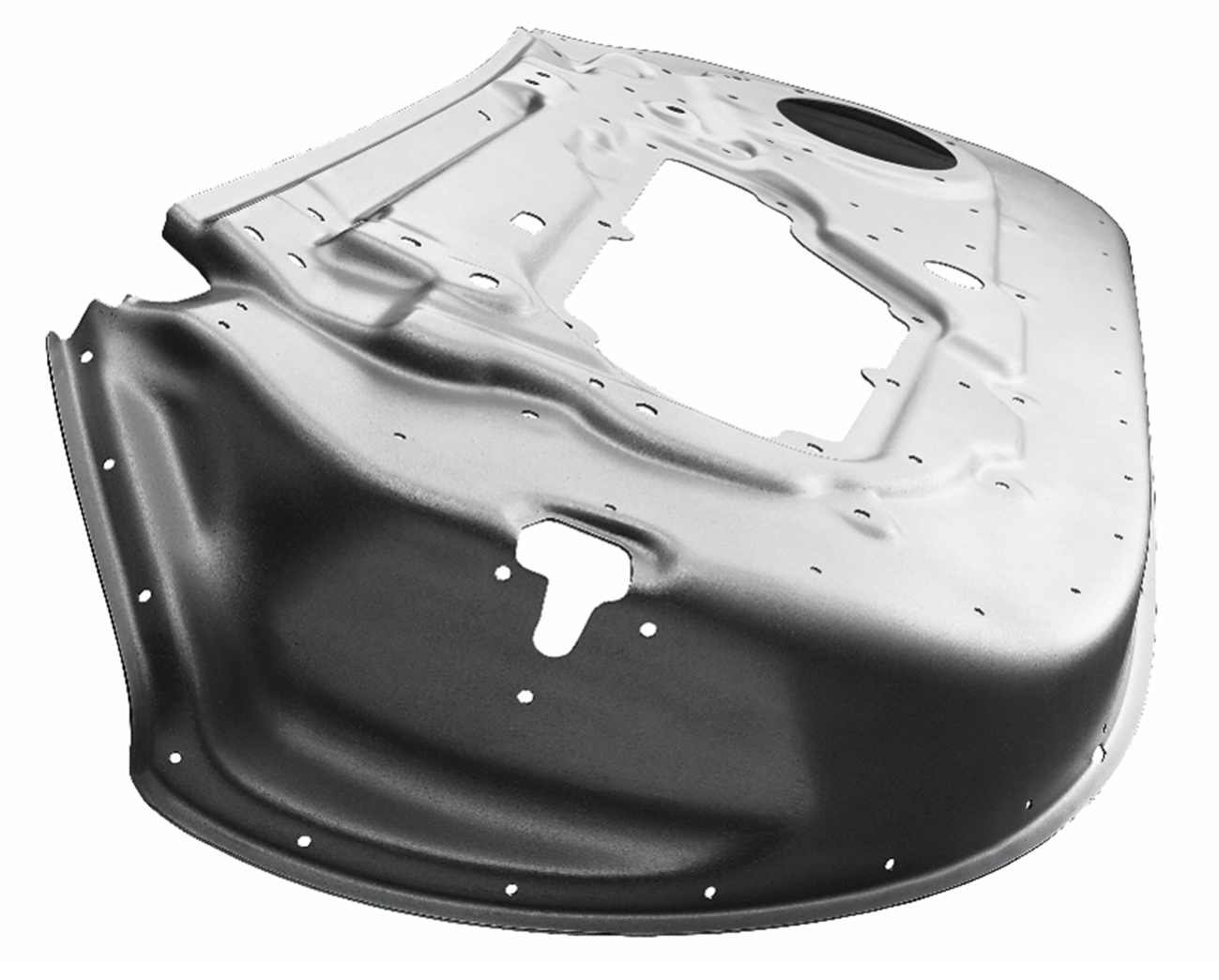
図1:HFQを用いて成形したドアインナー
これによりクエンチング時間を5秒未満に短縮でき、総サイクルタイムは約25秒となり、クエンチング速度は300%向上しました。シフトパターン、ライン構成、1ストロークあたりの部品数などの要因を調整することで、さらなる生産効率の向上が見込まれます。
生産能力の向上に加え、シミュレーションを活用した金型サーフェスの設計手法により、不適切なダイスポッティングに伴う遅延や障害も低減する事ができました。
金型のタイムリーかつ高精度な製造は、プレス成形業界にとって依然として大きなボトルネックとなっています。ウェバ社の技術は、ダイスポッティングを正確に評価し、ほぼ完璧なダイスポッティングを実現するための修正案を提案するものであり、これにより金型の納期や工数が大幅に削減されました。
量産においてこれらの目標を達成することは、HFQ技術の普及に向けて重要なマイルストーンとなります。
図2:HFQ焼き入れ改善後のサイクルタイム。
量産におけるHFQの仕組み
HFQを量産に対応させるには、適正なダイスポッティングと、工程中の迅速なクエンチングが必須条件となります。良好なダイスポッティングでは、クエンチング中にシート全体で温度と面圧がほぼ均一になります。しかし熱間プレス成形でこの均一化を実現するのはとても困難です。インプレッションテクノロジー社がこれらの難題をどのように克服し、HFQを量産に対応させてきたのか、その取り組みを見てみましょう。
ダイスポッティング精度の向上
アルミニウムの熱間プレス成形においては、熱伝達が最終部品の品質に極めて重要であるため、適正なダイスポッティングがさらに重要となります。過飽和固溶体(急冷後の状態)を維持し、早期析出を回避し、さらに熱変形を防ぐには、(金型とシートの)接触が良好であることが重要です。これらの要因は、最高の機械特性を実現し、厳しい寸法公差を満たすために不可欠です。
しかしエンジニアの多くは、スポット位置の偏差はトライアウト段階で修正できると考え、事前にスポッティングを行わずに金型を作成できると誤解しています。鋼材のプレス成形におけるスポッティングを、アルミニウムの熱間プレス成形にもそのまま適用できると思い込んでいるためです。
しかし、両工程には多くの違いがあるため、これは誤りです。たとえば、アルミニウムの熱間プレス成形ではひずみの局在化が起こりやすいため、設計ではより細かな配慮が必要となります。
スポッティングの改善には、手作業での調整や金型の再切削に多くの時間や工数がかかります。スポッティング中の調整には、十分な削り代を持たせ、どこに材料を追加すべきかを判断する為、経験値が非常に重要となります。
こうした努力にもかかわらず、特に冷却路付近では切削できる材料量には限界があります。
インプレッションテクノロジー社とウェバ社は、AutoFormのプレスポッティング機能を活用して金型面を設計しました。この技術がHFQアルミニウムの熱間プレス成形金型に適用されたのは、これが初めてです。これにより、最初の金型からスポッティングの結果が大幅に改善され、金型の再切削などの手作業による調整が不要になりました。また必要な削り代を正確に見積もることができ、スポッティングの調整段階で、切削時の材料に対し余裕を確保できます。その結果、事前にスポッティングを行わなかった場合でも、金型は最終的なダイスポッティングレベルに極めて近い状態で加工され、初回のトライアウトにてほぼ完璧なダイスポッティングを行うことができます。
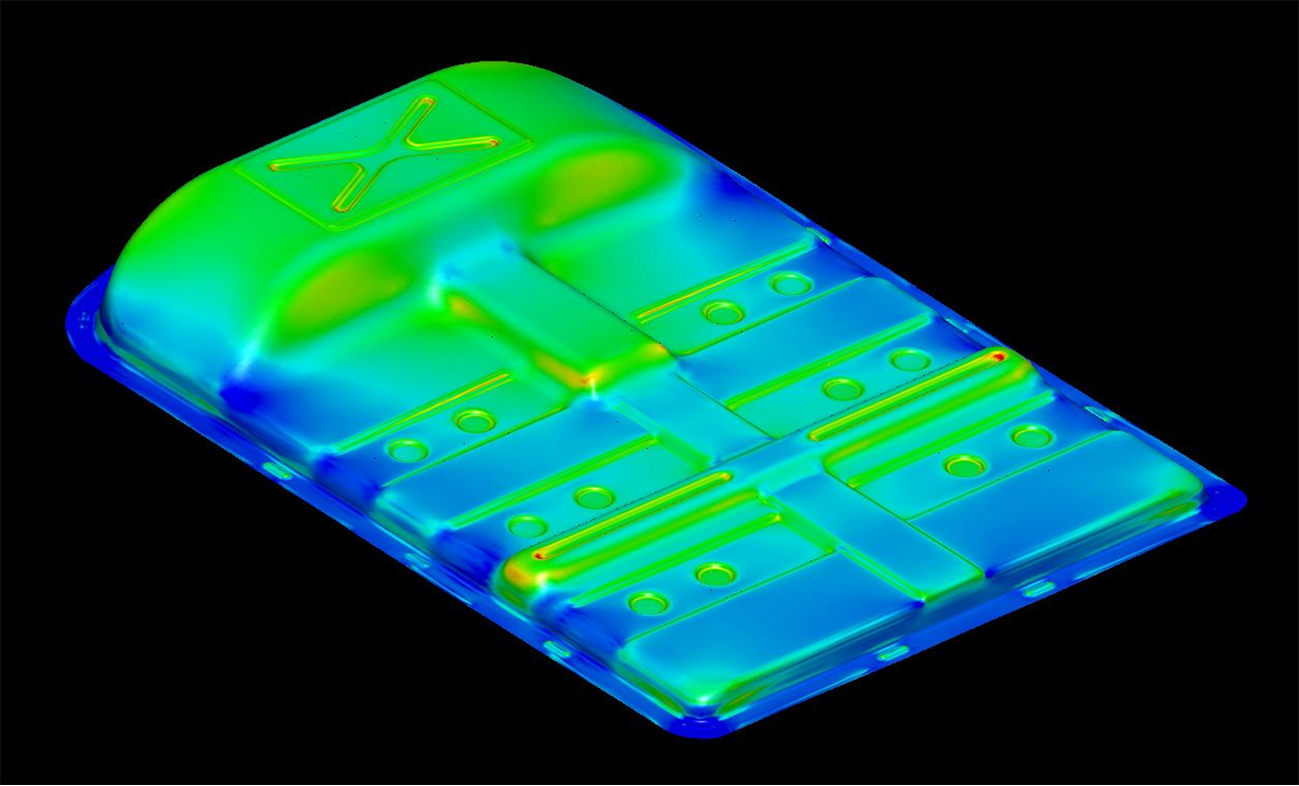
図3:Tリッドのシミュレーション画像
成形工程におけるクエンチングの最適化
量産ではクエンチングが極めて重要です。高い生産効率を維持するには、迅速かつ効果的なクエンチングが求められます。また金型は均一なクエンチング並びにプレス部品内の残留熱を防ぐ最適な状態にする必要があります。残留熱が原因でひずみが生じると、部品の寸法精度に影響し、規格外となる恐れがあるからです。
アルミニウム合金には、機械特性に影響を与える最低冷却速度があります。合金のクエンチングが遅すぎると、強度やその他の重要なパラメータが低下する場合があります。したがって高精度な寸法適合性を実現するには、高くかつ均一なクエンチング速度と、低い出口温度の組み合わせが不可欠です。
これらのパラメータはすべて、部品の出口温度分布(クエンチング終了時の部品の最高温度と最低温度の差)を調査することで把握できます。この差が小さいほど、熱分布は均一となります。この差は、金型の製作・製造工程におけるインプレッションテクノロジー社の仕様要件を定義する重要な要素です。
インプレッションテクノロジー社では、製造の協力会社がHFQを用いたプレスラインの運転パラメータを設定する際に、技術とノウハウの提供を通じた支援も行っています。これには、トン数、速度性能、寸法、動作、剛性、加熱炉の加熱能力、ブランク温度分布の公差、自動化のガイドラインなど、基本的な詳細が含まれます。
金型メーカーではこのような情報や支援を活用しながら、金型の設計、スポッティングやその他のシミュレーションの実施、冷却路の構築、CFDによる流量の検証を行うことで、最適な温度分布を担保できます。インプレッションテクノロジー社は協力会社と緊密に連携し、仕様要件の正しい理解と効果的な実施を促進しています。
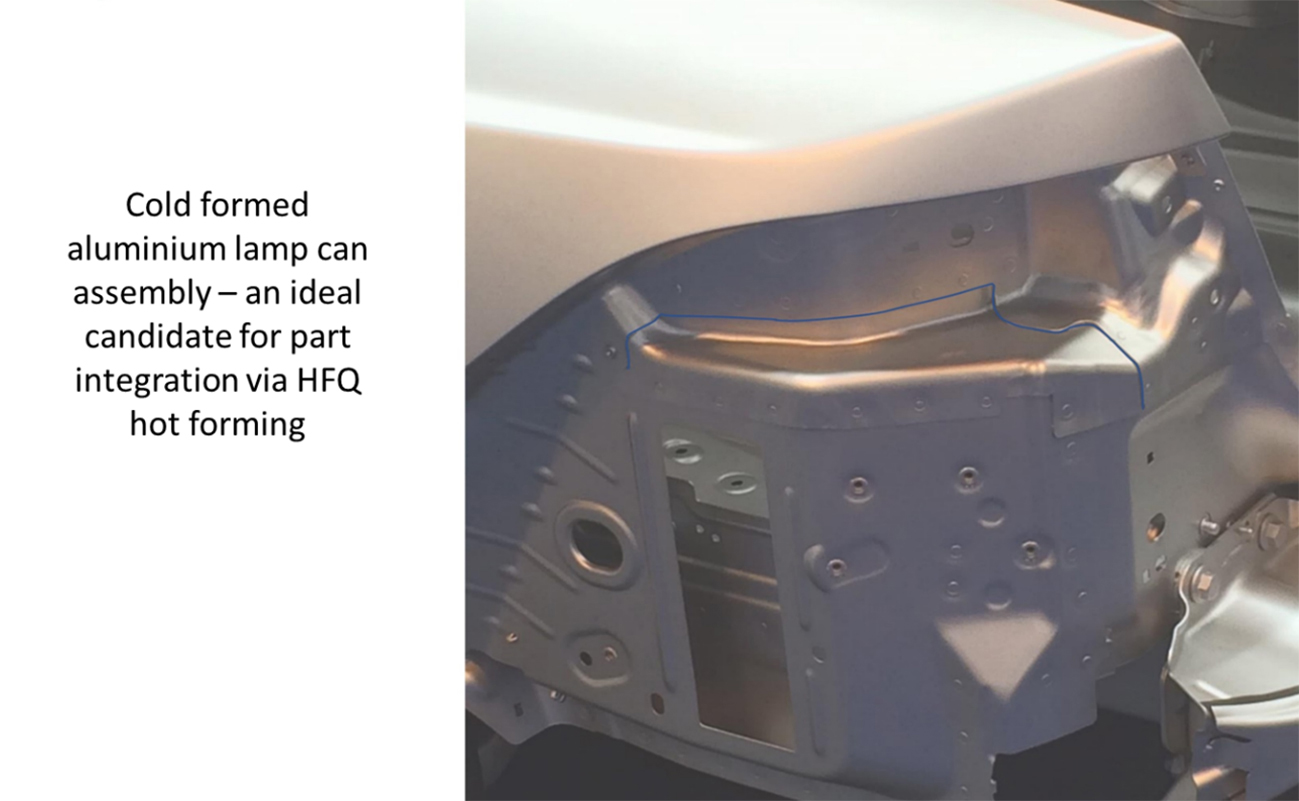
図4:ランプ缶の例(HFQ成形部品)
まとめ
インプレッションテクノロジー社、ウェバ社、フィッシャーグループによる、量産向けHFQ工程の実証に向けた連携は、アルミニウム熱間プレス成形業界に大きな成果をもたらしました。ダイスポッティングの精度向上およびクエンチング時間の短縮を通じて、量産への対応を実現しています。
この適用事例ではHFQがアルミニウム熱間プレス成形の最先端技術として位置づけられ、自動車や航空宇宙分野にてOEM各社が抱える導入時の主な懸念事項にも対応しています。高い生産効率と優れた寸法適合性を両立した成果は、インプレッションテクノロジー社が有する工程最適化の専門性と、技術革新への姿勢を証明するものです。
HFQによってサイクルタイムの短縮、機械特性の向上、設計の自由度といった利便性が高まることで、アルミニウムの成形分野に革命がもたらされる可能性を秘めています。インプレッションテクノロジー社の手法がさらに改良され、大手企業との連携が進むことで、HFQの普及が加速し、世界市場においてより効率的で持続可能な製造が実現すると期待されています。



を活用した超高強度アルミニウムの軽量化")







の精度と成功率を大きく高めています。AutoFormで事前に成形挙動を可視化・最適化することで、試作トライ回数の削減と、手戻りのない生産を実現しています。){kind=link}