
デジタル・プロセス・チェーンに付加価値をもたらし、リスクや不確実性の軽減を通じて意思決定者をサポートする新たなデジタル・シミュレーションの手法
本稿では、プレス成形のエンジニアリング工程における意思決定をサポートし、金型のトライアウトやプレス成形生産のデジタル・エンジニアリングから最大限の価値を享受するために、デジタル・シミュレーションの正確度を確認する新たな手法をご紹介します。
デジタル・シミュレーションによって、プレス成形のエンジニアリング工程は大幅な加速を遂げましたが、しかし依然として金型のトライアウトでは、目的に特化したデジタル・ツールや工程の透明性や追跡可能性を確保できるデジタル・ドキュメンテーションを有効活用することなく、担当者の技術や経験に依存した多くのトライアウト・ループが実施されています。これはつまり、プレス成形工程チェーンの完全デジタル化までの道程には高い障壁が立ちはだかり、実際のプレス成形生産では、デジタル・シミュレーションによるコスト削減の潜在的余地があることを示唆しています。その要因として、シミュレーション・ツールの不確実な予測性能、またはエンジニアリングに関する情報伝達の分断が考えられます。生産のデジタル・エンジニアリングから最大限の価値を享受するには、デジタル・シミュレーションに対する一定の信頼性、つまり確かな予測性能が必要であり、生産開始前にデジタル・シミュレーションのみの結果から適切な意思決定を行うことができるプロセスを確立しなければなりません。
決定論的な (シングル・パラメータ・セットによる) シミュレーション結果のみを使用した場合、改善には限界があり、回避できない生産の不確実性に起因するリスク( [ISO 9001 Risk-Based Thinking])を大きく削減することはできません。決定論的なプレス成形シミュレーションでは、仮にプレス成形工程の複雑な部分をすべて考慮したとしても「AutoForm Accuracy FootPrint(正確度指数)」、多くの入力特性は変動を伴うため、実際の生産現場で忠実に再現できる可能性は殆どありません。無論、稼働中のプレス成形工程がパラメータ変動幅から定義されるプロセス空間のどこに位置しているかに応じて、生産されるプレス成形部品の品質は常に変動するという事実からも、これは十分に考え得ることです。
以下に説明するREMの手法では、AutoForm正確度指標のコンセプトを活用することで、パラメータの変動を考慮したモデルの精度を保証することが可能になります。REMの根幹部分であるロバスト性シミュレーションによって、シミュレーション・モデル(「デジタル・ツイン」)にパラメータの自然変動(制御できない変動)を含めることができます。その上で、正確度の偏りと精度を考慮した定量的な正確度指数を作成します。これは品質管理で繰り返し利用される定量的な品質性能指数でもあります。ではロバスト性シミュレーションは、品質指数と正確度の定量的決定に対してどのような意味を持ち、そして生産に至るまでの意思決定をどのようにサポートするのでしょうか?
AutoForm正確度指標を活用して、最終検証シミュレーションのモデル精度に関する要件を満たしたら、ロバスト性シミュレーションを実行し、分布機能でデータ・ポイントのクラスタを作成します。さらに、工程の品質目標、すなわち精度仕様限界(LSL : 仕様下限およびUSL : 仕様上限)を定義しますが、通常は品質仕様限界(LCL : 制御下限およびUCL : 制御上限)と一致しています(図1を参照)。
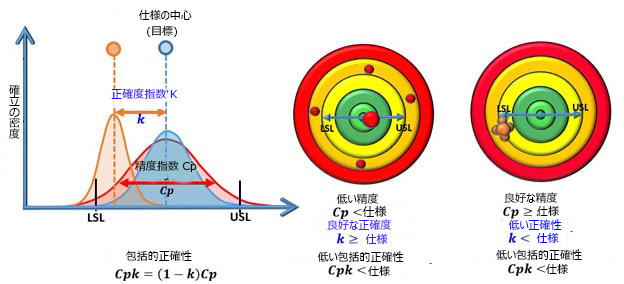
図1. 定量的正確度指数(品質指数に相当)
正確度指数 は0~1の絶対値で、仕様の中心からデータ・ポイント平均までの正規距離です。
精度指数(または工程能力) は、潜在的な結果バンド幅の尺度です。実際の結果バンド幅が仕様範囲バンド幅と等しいか下回った場合、発生し得るすべての結果の散布が目標範囲のバンド幅内に収まるため、精度または工程能力は理想的と言えます。ただしこれは、すべての結果が目標範囲内に収まるという意味ではありません。その尺度は、全体的な正確度指数で示されます。
全体的な正確度(または工程能力指数) は、目標範囲に収まるすべての結果を示し、結果の正確度が理想的であることを示します。
決定論的なシミュレーションの場合とは異なり、ロバスト性シミュレーションの結果では、相応の工程結果をすべて評価します。そしてこれがエンジニアリングに関する意思決定のプロセスを支援および改善するための基盤となります。
図1の左図について、赤いショットの正確度は高く、精度は低くなっています。右図では、オレンジのショットの精度は高いけれども正確度は低く、目標範囲からかなり離れています。それぞれのシミュレーションを選択的に確認することで、赤の精度とオレンジの正確度を改善する方法を特定できます。もちろん問題を定量化し、定量的正確度指数からエンジニアリングを改善することもできます。赤いショットでは、K=0.05、Cp=0.9 の場合、100万個中の不具合は約10,400個という計算になります。もちろん、予測・予防の保守コストが非常に高くなるため、生産工程では受け入れられません。つまり、生産技術では一貫した精度が求められますが、正確度が満たされていなければ、結果として生産中に莫大な保守および品質管理コストが生じます。
右図では、オレンジ色の部分で、K=0.9, Cp=1.67 の場合、Cpk=0.167の場合、100万個中約62万個の部品に不具合が生じる結果になります。つまり生産部品の62%を廃棄することになるため、生産工程には進めません。
ロバスト性解析を実行し、生産技術と同様の手法で結果の正確度を特定することで、工程設計者は続行または中止の判断ができるようになり、また「中止」の場合はソリューションを検討することもできます。さらに、REMの手法を適用することで、プロセス・エンジニアリングが今後の生産におけるコストと品質の兼ね合いを検討する際に役立つだけでなく、適応的なプロセス・コントロールの技法を通じて、コストおよび品質をさらに改善することが可能になります。
Robust Engineered Model(REM)の手法を使った意思決定プロセスの改善に関する事例が、formingworld.comのブログ投稿『Finding Those Cracks with a Robustness Analysis』に掲載されています。このブログ投稿では、ロバスト・エンジニアリング・モデルの手法が最終工程検証段階における意思決定をどのようにサポートするか紹介しています。
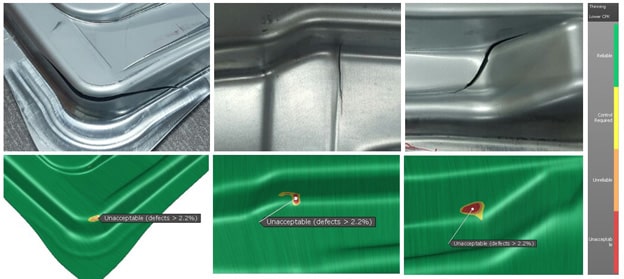
(a) 包括的なシミュレーション正確度および品質工程能力指数(Cpk=約0.6)
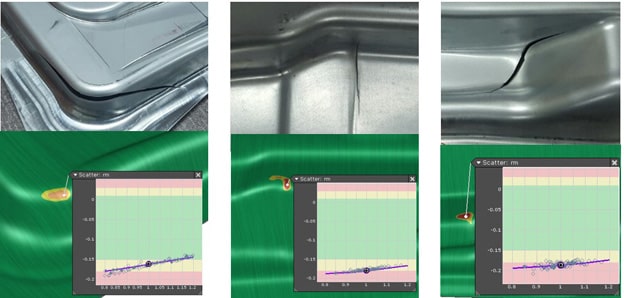
(b) 品質性能の正確度の位置(K=約0.5)
図2. REMを使ったリスク・ベースの意思決定











{kind=link}