
早期フィージビリティ検討: 早期検討における効果的な手段と誤った手段
オートフォーム社テクニカル・アカウント・マネージャーのステファン・キューパーが、早期段階でフィージビリティを詳細に検討すること、そして小さな見逃しが大きな代償につながることを認識することの重要性について説明します。早期段階で部品や工程のフィージビリティを検討する際に、適正なスプリングバック見込み補正方案まで作成できれば、トライアウト担当部署では膨大な時間とコストの無駄を回避することができます。しかしここには大きな問題があります。事前に回避できたかもしれない不具合を解消するには、多くの場合、部品形状の変更を伴うのです。つまり後期段階のトライアウトで形状を変更すると、多大なコストと労力がかかります。「冗談はやめてくれ。シミュレーションが現実と違うじゃないか」と言うようなことをプレス担当部署やトライアウト担当者から耳にしたことがあるかもしれません。
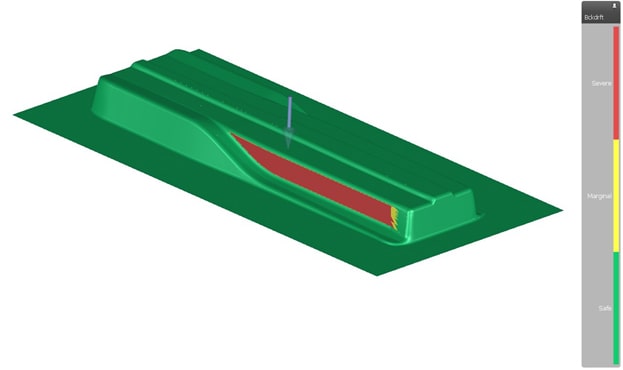
しかしこのような主張は退けることができます。すべては部品フィージビリティ担当部署が達成すべき目標から始まるのです。そのひとつは、フィージビリティを詳細に検討することで、工程計画や金型設計中に行う部品形状の修正を最低限に抑えることです。その観点から、部品のフィージビリティ検討では、一般的に、われやしわを生じることなく、設計した部品形状を製造できることを確認しています。そして残念ながら、多くの場合、部品設計をリリースすることのみが、フィージビリティ検討の達成目標となってしまっています。
「われがなく、しわもない。だから次に回そう。一件落着だ」
この結果、その後のスプリングバックの評価中に、問題に直面するお客様が増えました。この場合、金型の見込み補正が必要になりますが、合理的な対策を打ち出すにはすでに遅すぎる段階にいます。この状況で繰り返し発生する問題は、スプリングバックのロバスト性評価の欠如、そして大きなスプリングバックが原因となる見込み補正後の金型のアンダーカットです。
これはこの記事を執筆するきっかけとなったお客様の現場にて実際に起こった問題であり、また同様の問題が生じ得る可能性もあります。問題の複雑さに応じて、さらに数週間におよぶ追加のトライアウトが必要となる場合もあり、大型のパネルの場合、数十万ユーロ単位の利益損失につながりかねません。
フィージビリティの検討中、設計は当然のように変更されますが、設計変更による影響はほとんどありません。ロバスト性を改善するために補強材を変更したり、見込み補正の精度を高めるために壁角を増大したりと、この早期段階では必要に応じて部分的な変更を検討します。
それに加えて、部品設計のリリース前に工程のロバスト性や部品の見込み補正の手段も検討するのです。
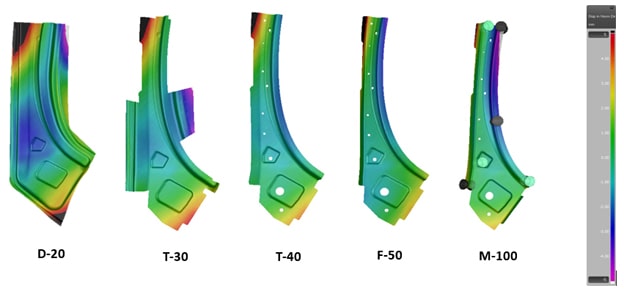
スプリングバック評価における最初のステップは、見込み補正が可能であるかを確認することではありません。まずは部品のスプリングバックに最も大きな影響を与える境界条件がどれであるかを理解することが重要です。これは各工程後のスプリングバックを計算して、結果を比較することによって検討できます。
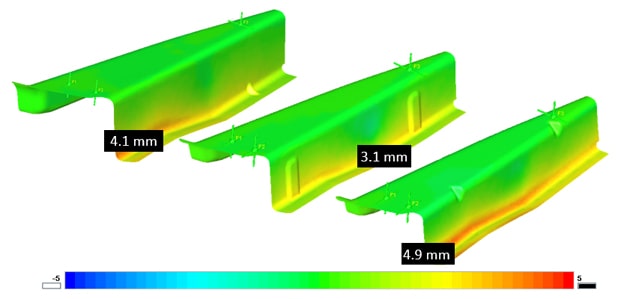
そして次のステップでは、工程の管理を容易に行うために、スプリングバックの量を減らし、また工程の安定性(ロバスト性)を高めます。理想的には、金型の見込み補正を行わずに実現することが望ましいです。
3番目のステップは、適切な見込み補正の方案を特定することです。

そのためフィージビリティの検討では、シミュレーション設定は簡易的であることをお勧めします。複数のアプローチを検証し、それぞれの利点や欠点を比較できるからです。その上で、データに基づき、最適なオプションを選択します。
フィージビリティの検討に使用する設定例:
- AutoFormで金型サーフェスを作成 – 複数のコンセプト設計を迅速に検証します。
- カット金型のクロージングは考慮しません(カットのみ)。つまりシートの塑性変形がない単純なトリム工程と仮定します。
- ドロービードは代替モデル(アダプティブ・ライン・ビード)を使ってシミュレーションを行います。これには、バインダが閉じる間の流入やしわを確認するためのフラットニング機能を使用します。
- ドロー型のスケーリングはスプリングバック結果に大きく影響するため、必ず考慮します。
- ロバスト性を確認する際には、標準や材料ファイルを用いてノイズ変数を定義します。
- 精度設定を調整することで、シミュレーションを迅速化できます。
結論
ここで紹介したアプローチでは、工程フィージビリティの検討段階にて、部品のスプリングバック挙動、工程のロバスト性、見込み補正の可能性を検討することが、デジタルで製品開発の戦略に大きく貢献することを説明しました。
この記事を執筆するきっかけとなったお客様には、部品製造中にスプリングバック結果を確認するために、ロバスト性解析を実行するようアドバイスしました。 検討できる時間に制限がある中、そのお客様は高い計算能力を持つAutoFormクラウド・ソリューションを活用しました。当社にて工程を分析し、いくつかの小さな変更を提案した結果 – 問題は解決しました。そして、オートフォーム社によるトレーニング開催に関する提案も受け入れていただきました。
全体として、このアプローチは新製品の開発時間を短縮し、開発の後期段階における修正を回避することができるため、開発部門と製造部門の連携が改善します。少さな出費が大きなコスト削減を導くのです。
論より証拠と言います。このような包括的な検討によって、トライアウトを1回のループで完了できた複数のお客様による事例が届いています。フォード社および埼玉車体株式会社の記事をお読みください。いずれもデジタル・エンジニアリングによって、初回のトライアウトで成功を収めた事例を紹介しています。







 – ロバストエンジニアリングモデル")



{kind=link}