
熱間プレス成形部品の設計や製造、そしてその製造工程の計画は、冷間プレス成形工程よりも複雑で、より専門的な知識や経験が必要となります。また潜在的な問題を特定し、すべての要件を満たす部品を製造するには、より高度なリソースも必要です。
熱間プレス成形部品の設計には細かな配慮が必要です。特に流入制限を考慮した適正なプレス成形部品を製造するには、プレス成形およびクエンチング工程をきわめて慎重に定義しなければなりません。なぜならばブランクは通常プリカットされるため、冷間プレスで使用する標準的なブランクホルダやドロービードを活用できないからです。また製造サイクルが過剰に長いと最終的な製造コストの増加を招くため、指定された工程時間内でマルテンサイト変態を完了させる必要もあります。そのため製造中にシートのしわを防止するインナー・ホルダや可動インサートの設計、そして金型を素早く冷却する冷却チャンネルの設計には、特に注意が必要です。
以下の項目について考慮する必要があります。
- 部品形状を単純化することで、部品を1回の成形ステップで製造できるようにします。
- なるべく垂直な壁を避けることで、金型とシートの接触面へプレス荷重が効率的に適用されるため、クエンチング工程にて重要な熱交換が迅速に行われます。
- クエンチング後のカット工程を最小限に抑えることが重要です。そのためにプリカットされたブランクと最小限の穴を設定する必要があります。これを可能にするために外形や穴の部品エッジの公差を調整(拡大)する必要があります。
- より大きな延性または局部的な溶接性を確保するため、マルテンサイト非形成領域を定義する場合があります。このような場合、複数の材料(テーラード・ブランク)または局部的な加熱/冷却部分を有する溶接ブランクを使用します。
- シートを重ねて、それを元のブランクに溶接することで、部品の重量増加を最小限に抑えつつ、最大の強度を確保した形で、部品を局部的に補強することができます (パッチワーク)。
様々な目的や段階への適用
設計の最優良事例には、2段階のデジタル・シミュレーションが伴います。基礎的なパラメータを使用した部品の工程フィージビリティ検証と、実際の製造に関わるすべての詳細を考慮した最終工程検証です。
基礎的な設計パラメータを検討する第1段階
まずはCAE技術を活用して、製造が可能である部品を設計しなければなりません。それには工程シミュレーションを通じて潜在的な問題を特定し、製品や金型の形状に変更を加えながら問題解決を検討します。さらには工程に最も適したパラメータの調整も併せて行います。この第1段階では、形状、金型動作、標準材料、面圧、工程などの重要なパラメータについて、使用するシミュレーション・モデルに優先順位を与えることができます。設計担当者はこれらのパラメータを優先的に検討できるため、設計や計算時間の短縮につながります。プロジェクトによっては複数回のシミュレーションを実行するため、さらに多くの検証を行い、最善の工程を検討できます。
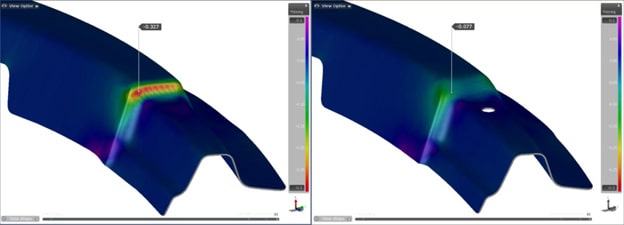
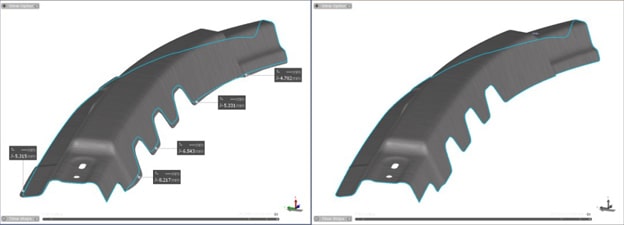
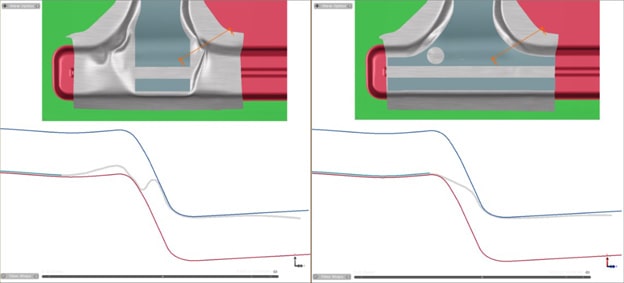
この段階では、しわ、われ、寸法偏差など、致命的なプレス成形の不具合を特定および解消することを目的とします。以下の図1~3は、この段階で検討できる不具合の一部を示しています。
詳細な設計パラメータを検討する第2段階
第1段階で部品と工程の詳細を定義したら、次はクエンチング工程に特に配慮しながら金型の詳細設計を行います。この段階では金型設計はより現実的となり、実際の製造技術を用いた具体的なクエンチング対象物となります。 ここでは、プレス機が閉じた状態のままオーステナイトをマルテンサイトへ完全に変態させるために、シートを急速かつ均一に冷却することが重要です。これで部品に十分な強度が生じるだけでなく、パーライトやベイナイトなど異なる鋼材相の収縮差から最終冷却前に生じるゆがみも回避できます。このため接触面圧やクエンチングのサイクル時間、そして金型の冷却チャンネルの最適化といった工程パラメータを、丁寧に定義する必要があります。
この第2段階では物理的な試験によって保証された計算パラメータを使い、ソルバーの精度を確保しつつ、細心の注意を払いシミュレーションを実行します。さらにシミュレーションでは、第1段階で検討した基礎的なパラメータから派生するすべての詳細、つまり摩擦係数、プレス荷重、冷却による変態、加熱サイクル、金型の温度分布、冷却チャンネルの寸法および配置を考慮する必要があります。また当然ながら、1回のシミュレーションあたりの計算時間は長くなります。ただし金型のコンセプトはすでに定義されているため、一般論として、プロジェクトの終盤にかけて必要なシミュレーションの回数は大幅に削減されます。そのためシミュレーション時間が長くなることは、通常は大きな問題とはなりません。
この段階では、クエンチング後のシートの微細構造に関する結果に注目します。部品の必要なすべての領域でマルテンサイトとなるよう、冷却チャンネルの配置を定義します。計算の精度を確保するために、金型サーフェスの温度分布を必ず考慮します。これは金型とシートの熱交換率、つまりシートの冷却率を決定する要因のひとつです。特にラインの稼働開始時から温度変化が安定し始める平衡ポイントまでの期間の加熱や冷却サイクルも考慮します。
これには、単純化されたモデルで使用される平面要素メッシュとは対照的に、ソリッド有限要素メッシュを使用します。図4は、計算した温度分布とソリッド・メッシュを適用し、併せてユーザー定義の冷却チャンネルを使用したモデルの例を示します。
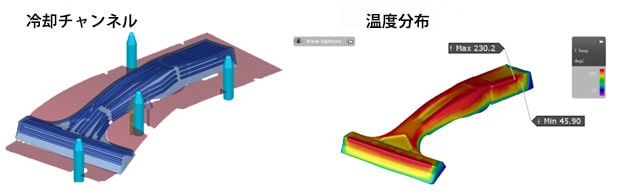
このタイプのモデルは、複数のシミュレーション・ソフトウェア・ソリューションで利用できます。最先端のソフトウェアでは、冷却液の流れの影響を明確に生成および計算できます。図5に、別の例として、さらに包括的なシミュレーションの最終結果を示します。成形およびクエンチングの連続的なサイクルによって、部品の各領域で形成されたマルテンサイトをパーセンテージで表示しています。
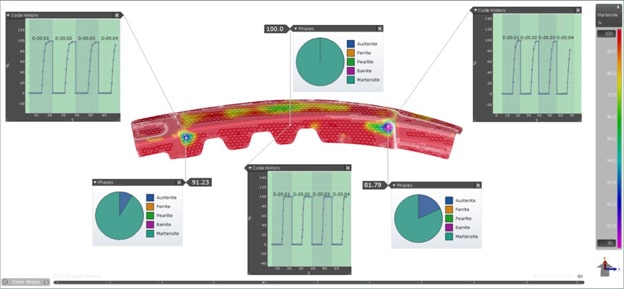
このような最終解析結果は、プロジェクトで定義した金型コンセプトの有用性を確認するものであり、冷却チャンネルの配置と直径の有効性も確認できます。また最終的な金型設計の詳細に必要な情報も得ることができます。
結論
熱間プレス成形工程は、一般的に従来の冷間プレス成形よりも大幅に複雑です。温度の影響と材料の相変態、クエンチング段階での急速冷却、クエンチング後の材料の切断に関する制約など、着目すべき点が多くあるためです。そのため工程に大きな影響を及ぼす多面的で敏感な設計パラメータを適切に設定し、最適なソリューションを導くためには、シミュレーションを活用することが不可欠となってきています。
設計作業を連続的かつ補完的な2つの段階に分けることで、リソースを実用的かつ客観的に有効活用できます。フィージビリティ解析で基礎的なパラメータを検討することで、まずは工程のベースラインを固めます。そして最終工程検証にて、工程の進展に併せて追加のパラメータを連携させてゆき、実際の製造状態に近づけていきます。
2段階のワークフローに従って工程を一貫して関連付け、発展させることによって、総合的な工程精度を実現できます。このように最小限の時間とリソースにて、潜在的な不具合に解決すべき順で対応することで、熱間プレス成形用金型を分析的に最適化することができます。







 – ロバストエンジニアリングモデル")



{kind=link}