
初期段階のフィージビリティ評価:成否は最初に決まる
このブログ記事は、お客様からの緊急のご要請をきっかけに執筆したものです。オートフォーム社テクニカルアカウントマネージャー、ステファン・キューパーが、初期段階のフィージビリティスタディを徹底する重要性と、それが「少なすぎる、遅すぎる」という問題とどう結び付くのかを解説します。初期段階における製品や工程のフィージビリティスタディにて、スプリングバック見込み補正の有効な方策を確立できれば、トライアウト担当部門での時間とコストの大きな無駄を防げます。では、この原則は十分に実践されているでしょうか。
ここに問題の本質があります。本来避けられたはずの不具合を修正するには、多くの場合、製品形状の変更が必要です。率直に言えば、これをトライアウトの後期段階で行うと、膨大な工数とコストが発生します。プレス工場でこうした状況を目の当たりにし、トライアウト担当者から「ソフトウェアのユーザーは現場をまったく理解していない」と聞かされたような経験をお持ちではないでしょうか。
本来、これらはすべて防げたはずです。では、こうした問題はなぜ生じるのでしょうか。
問題の根本は、製品のフィージビリティ担当部門の役割にあります。その主な責任の一つは、工程計画や金型設計の段階で、製品形状の追加修正をできるだけ抑えることです。一般的には、設計した製品形状のフィージビリティを確認し、われやしわなく製造できる状態にすることに重点が置かれます。しかし実際には、製品設計の承認を得ること自体が目的になりがちです。
「われもしわもない。だから承認する。これで仕事完了だ」
その結果、スプリングバック評価の段階で不具合が発生しやすくなります。エンジニアリング工程で行われるべき金型の見込み補正は、後半の段階で行われているのです。この段階でよく見られるのは、補正後の金型に対しスプリングバックやアンダーカットのロバスト性評価を行っていないために、過大なスプリングバックが発生するケースです。つまり、初期段階で必要な検討を省くと、その代償は大きく、影響が数週間に及ぶこともあります。
これは実際に当社の顧客で発生した事例であり、同様の事象が再発し得ることが認識されました。
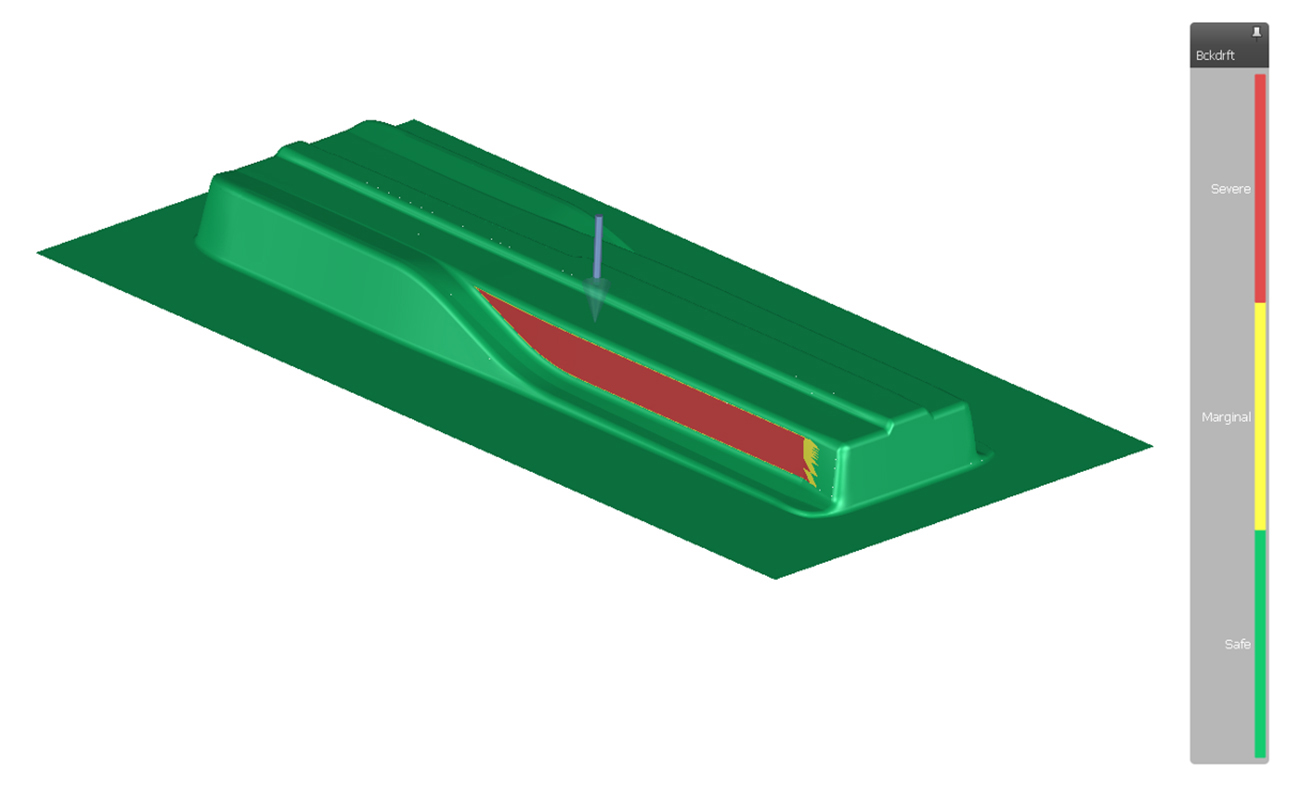
図1:スプリングバック見込み補正後のドロー型のアンダーカット
フィージビリティスタディの段階では、設計変更は当たり前であり、影響も最小限に抑えられます。ロバスト性を高めるために補強形状を追加したり、見込み補正に向けて壁角度を調整たりするなど、必要な部分修正はこの初期段階で対応できます。
一方、製品設計を出図する段階で、定評のある手法を用いて、工程のロバスト性と製品の見込み補正を検討することが極めて重要です。
さらに、見込み補正の可否評価は、スプリングバック評価における最初のステップではないことを明確にしておく必要があります。まず重視すべきは、製品の最終的なスプリングバックに最も大きな影響を及ぼす境界条件を特定することです。これは、各工程後にスプリングバックを計算し、それぞれの結果を比較することで実施できます。
たとえば図2では、左上のフランジ領域に見られる高いスプリングバック値が、フランジ工程ではなく、主にドロー工程に起因していることが明らかです。
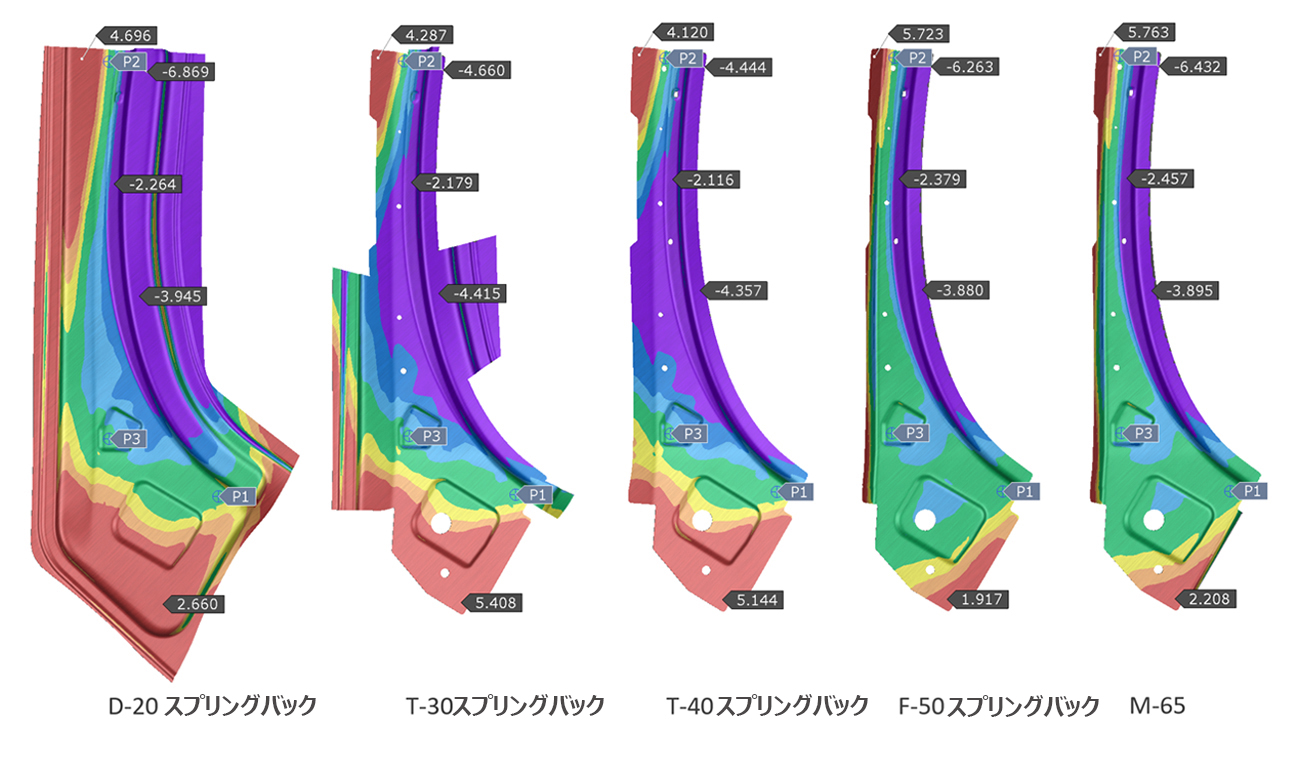
図2:各工程後のスプリングバックの比較
第2段階では、スプリングバックを最小限に抑え、制御しやすくするために、工程の安定(ロバスト)性の確立に取り組みます。理想的には、金型の見込み補正を実施しない状況を実現することが望まれます。
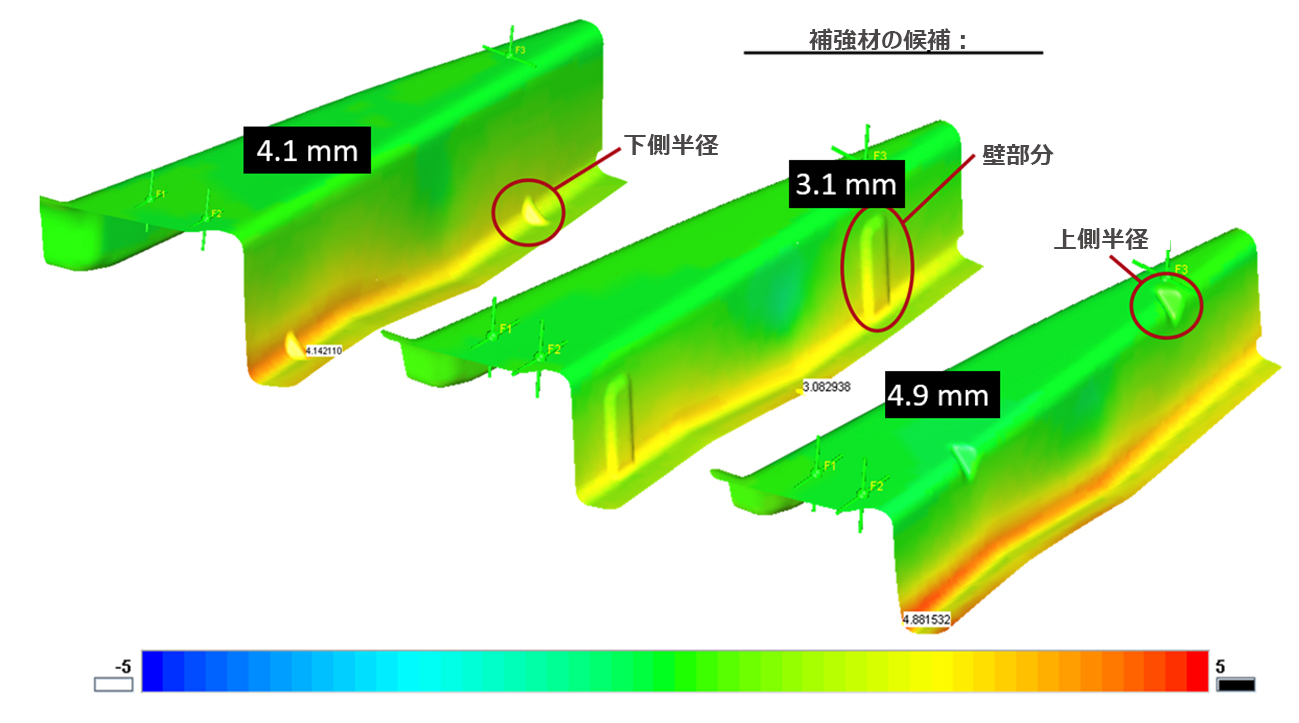
図3:スプリングバックを低減するためのさまざまな補強形状の検討
第3段階では、適切な見込み補正方案を策定します。

図4:最終製品のスプリングバック結果に基づく、ドロー工程および1stトリム工程の見込み補正
この手法は最終工程がピアス工程など、スプリングバック結果への影響が小さい部品に適しています
したがって、フィージビリティスタディでは、簡略化したシミュレーション設定の使用を推奨します。複数のコンセプトを比較検討し、各案の長所や限界を評価したうえで、最適な方案を決定できます。
初期段階のフィージビリティスタディでは、一般的に以下のような設定が用いられます。
- AutoForm-DieDesignerを用いた概念的な金型サーフェスの迅速な作成
- バインダクローズ時の流入やしわを評価するため、フラットニングを用いたモデル(アダプティブラインビード)によるドロービードをシミュレーション
- カット金型のクロージングや、シートの塑性変形がない「最適」な状態と想定し、トリム工程を考慮
- 標準および材料ファイルでノイズ変数を定義し、簡易的にロバスト性チェック
- シミュレーション時間を短縮するため、精度設定を調整
結論として、製品および工程のフィージビリティスタディの段階でスプリングバックの挙動、工程のロバスト性、見込み補正を分析する本手法は、バーチャル製品開発におけるフロントローディングに大きく貢献しています。オートフォーム社では、顧客が直面していた不具合の解決に向け、クラウド上でのロバスト性解析を支援しました。工程を分析し、軽微な変更を提案した結果、良好な成果が得られました。この成功を受け、オートフォーム社のソリューション効果を最大限に活用し、最新の技術を取り入れ続けるためには、継続的な学習が重要であるとの認識が高まり、追加の AutoForm トレーニングが承認されました。
全体として、この手法は新製品の開発期間を短縮し、後期段階での修正を回避することで、開発部門と製造部門の連携を強化します。小さな投資が、大きなコスト削減につながります。
その実例として、包括的な解析を活用し、トライアウトを初回で成功させた顧客が複数あります。たとえば、フォードや日本の埼玉車体は、デジタルエンジニアリングを効果的に活用し、初回から精度の高い設計を実現しました。
適用事例")










{kind=link}