
自動車業界では車両の軽量化や安全性強化に対する需要の高まりを受け、高い機械的強度を有する鋼材を使用した構造部品が注目を集めています[1]。この需要に応じて新たな合金鋼の開発が進み、すでに多くの鋼材が自動車業界の標準になっています。中でもUSIBOR1500鋼材は、熱間プレス成形技術を応用し、構造部品や高強度補強材の生産や性能を改善することを目的に開発されました[2]。 これには加熱炉、冷却システム、各種処理設備などの導入だけでなく、プレスや金型などの設備も根本的な変換が必要です。そしてすべての設備が調和し動作することで、目標形状と特性を備えた最終部品を生産することが可能となります。
直接熱間プレス成形工程では、約950°Cあるいは完全にオーステナイト変態するまで、シートを加熱します。その直後、冷却した金型にシートを配置し、ほぼ同時に成形とクエンチングを行います。この工程には、最終部品の機械的強度が非常に高く、成形後のスプリングバックが小さい、といった利点があります。シートの機械的強度は約400 MPaからおおよそ4倍の最大1,500 MPaまで高まるため、市場の需要に応じることができます[3]。
有限要素法のアプリケーションを熱間プレス成形工程のシミュレーションに応用するには、成形中および冷却中の熱の現象を正確にモデル化する必要があります。ブランクから冷却した金型までの熱伝達を考慮すると、ブランクから放熱される熱量は、金型に吸収される熱量と等しいと結論付けることができます[4・5・6・7]。本稿ではこれに留意しつつ、 USIBOR1500合金シートの熱間プレス成形製造に対する理解を深めるために、 Bruning Tecnometal社R&D部門が開発した部品の検討を行います。解析および数値モデルが、開発した部品の根幹部分となります。
材料および工程
材料特性
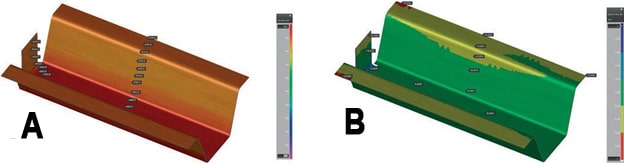
この研究では、シミュレーションに1.4 mm厚のUSIBOR1500鋼材シートを使用します。このシートの寸法を図1Aに、シミュレーションした最終部品を図1Bに示します。
シミュレーションにはAutoFormソフトウェアのThermoSolverモジュールを使用し、材料の機械特性は、弾性係数203 GPa (20°C)、103 GPa (950°C)、ポアソン比0.3、密度7,670 kg/m³と設定しました。さらに熱的特性として、熱伝導率23.3 mW/(mm K)、定積熱容量3.59 mJ/(mm³K)、シートの初期温度950°Cを設定しました。
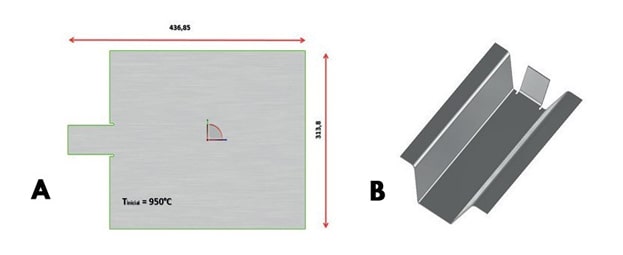
表1 – 熱間プレス成形工程シミュレーションの入力パラメータ
熱間プレス成形のパラメータ
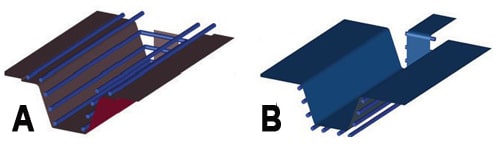
熱間プレス成形工程中に完全なマルテンサイト変態を生じさせるには、材料の完全なオーステナイト変態と迅速な冷却が必須条件となります。鋼材段階を示した図によると、約900°Cの温度でオーステナイト変態が生じます[6]。冷却率を27°C/秒以上にすることでベイナイト変態を回避し、最終的な微細構造が完全にマルテンサイトとなるようにします[7・8]。表1は工程シミュレーションの入力パラメータを示し、図2は検討するパンチとダイフェースを示します。
結果と検討
この調査では、次のシミュレーション結果を評価しました。部品のしわ、板減、クエンチング後の機械的強度、マルテンサイト含有量、硬さ(ヴィッカース)、サイクル時間の関数としてのスプリングバックおよび温度分布(すべてを以下に示しています)。
しわ・板減
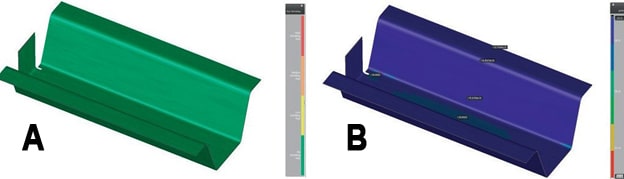
入力パラメータ、使用する材料、金型の動作から検討した結果、部品にしわのリスクは確認されませんでした(図3A)。部品の板減は、青の中央領域で約1.3%、エッジ付近の領域で約6.1%、その他の領域では板減は見られませんでした。図3Bは、部品の板減を示しています。
機械的引張強度・マルテンサイト変態
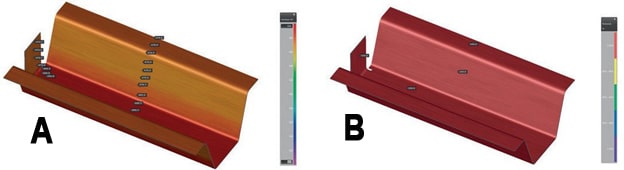
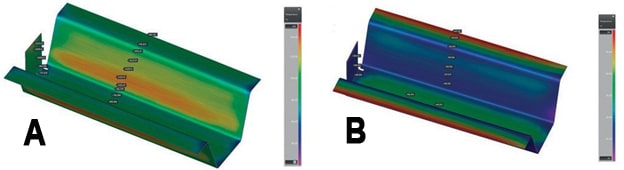
熱間プレス成形工程後、材料の引張強度が高まりました。カタログに記載されているベース材料の機械的引張強度は約500 MPaでしたが、熱間プレス成形工程後の強度は、部品の側面部分で約1,430 MPa、中央部で最大1,490 MPaとなりました(図4A)。
その結果、すべての部品領域で100%のマルテンサイト変態が実現したことを考えると、シミュレーションした熱間プレス成形工程が実証されます(図4B)。
ヴィッカース硬さ・スプリングバック
硬さと引張強度も大幅に増大し、部品に沿って470~490 HVを維持し、側面から中央部に向かって大きくなっています(図5A)。成形工程後の部品のスプリングバックは、中央部および側面部では基本的にゼロで、フラップ部に0.5 mmのモジュールができました。図5Bは部品のスプリングバックを示します。
サイクル時間に依存した温度分布
最後に、熱間プレス成形工程後の部品の最終温度を、図6Aに示します。工程の最後で、温度が132°Cの領域が検出されました。工程の最初でのシートの処理と同様に、この工程にも適切な安全装置を適用すべきです。それを検討する上で、工程のサイクル時間を増大して工程の最後で部品の温度を下げていき、条件を評価しました。45秒のサイクル時間では、最高温度は49°Cになりました。図6Bは、部品全体の温度分布を示しています。ただし実際の製造工程では、サイクル時間の延長による冷却では不十分です。
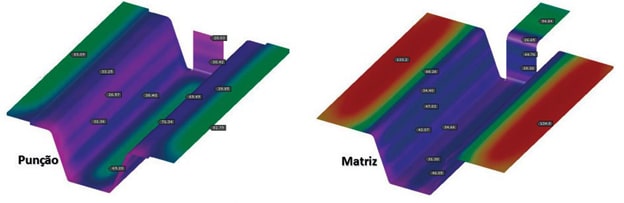
サイクル時間が22秒の金型の場合、最初のサイクル終了後のパンチとダイフェースの温度は低く、端部の温度は高いことが確認されました(図7)。
結論
上記の研究から、USIBOR1500材料を使用した熱間プレス成形工程のシミュレーションに適用した金型と入力パラメータが適切であり、その結果、部品のスプリングバックと板減がごくわずかで、また100%のマルテンサイト変態も達成できたことが確認されました。そのためおおよそ1,500 MPaの高強度な薄板部品を作成することが可能となり、自動車業界のお客様に大きな可能性をもたらすと期待されています。
著者について
イブソン・イヴァン・ヘルター(ibson@bruning.com.br)
機械工学士(リオグランデ・ド・スル大学機械工学部修士課程)。ブラジル/リオグランデ・ド・スル州/パナンビにあるBruning Tecnometal Ltda社のイブソン・イヴァン・ヘルターは、金型シミュレーションに精通したスペシャリストであり、プレス成形部品のシミュレーションおよび構造シミュレーションを担当しています。










 – ロバストエンジニアリングモデル")
{kind=link}