
BYDグループのBYD Die and Mould社は、北京にあるプレス金型のインターナル・コンピテンス・センターです。BYD Motors社や外部OEMを顧客に有し、高品質な金型を製作しています。工程設計業務ではAutoFormシミュレーション・ソフトウェアを活用して、バーチャルに不具合を予測し対策を検討することで、実際の生産現場で発生しうる不具合を抑制しています。
ダイ・スポッティングは、プレス金型の製造・検証の中でも特に重要で長時間を要する工程です。工程検討を行うエンジニアと金型製作技術者は、調整が必要な金型サーフェスに対して初期の寸法と公差を定義します。スポッティングの目的は部品を生産することではなく、成形中や下死点における接触面を確認することであるため、一般的にダイ・スポッティングの作業中に適用される荷重は量産プレス機よりも大幅に低いものとなります。そのため、図2に示すようにバインダを閉じた後のスポッティングの状態には全く問題がなかったにもかかわらず、金型の試作工場でホイール・ハウス・インナーのバインダ領域に、はっきりと波打ちやしわが確認された際には非常に驚きました。(図1)まずはブランクホルダに高い荷重をかけてみましたが、しわは解消されません。このホイール・ハウスの不具合を解消するまでのBYD Die and Mould社Hu Chungang氏とオートフォームチャイナ社Gao Jiangtao氏の取り組みについて、本稿でご紹介します。

図1. 下死点でのバインダの状態 図2. スポッティングの状態
シミュレーションの初期段階では、成形工程でしわやサーフェス欠損高さ、目視での確認を行い、問題は検出されませんでした。図3~5が示す通り、成形工程のシミュレーション結果では、しわの値は基本的に0、サーフェス欠損高さは0.1以下、赤で囲まれたしわのリスクがある領域は現実と一致せず、目立つ波打ちもありません。この結果から、トライアウトでも同様にしわは生じないと判断しました。
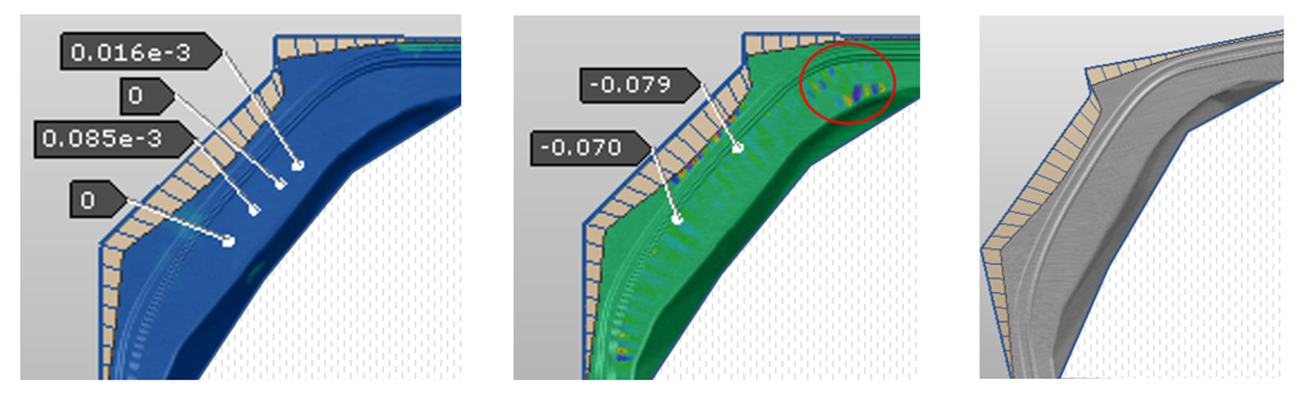
図3. しわの結果 図4. サーフェス欠陥高さの結果 図5. 目視確認
図6の減板結果にはバインダ領域のあるラインを境に分布が二分されています。ラインの内側と外側で板減は異なっており、これはドロービードを材料が通過した部分で板減が進んでいることを示します。この部分はパネルにしわが発生している領域とも一致します。最小主応力は不均一な材料の流入を示し、この領域に大きな負の応力があることを示しています(図7)。強い板減によってパネルと金型サーフェスの間に隙間が生じ、その結果、負の応力と相まってしわ発生の原因となっています。
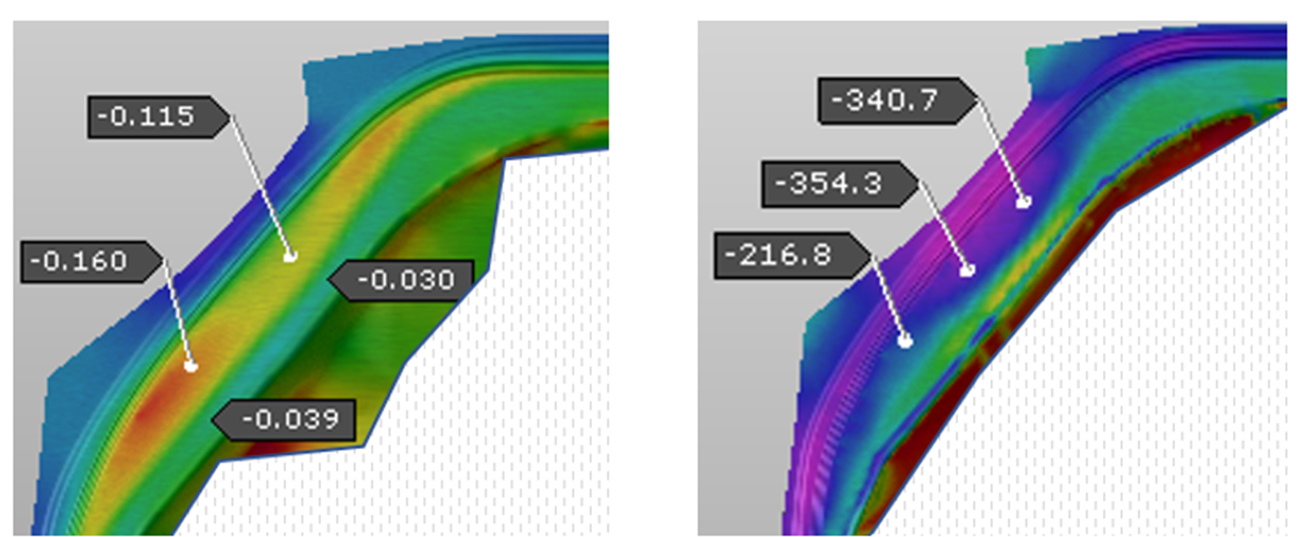
図6. 板減の結果 図7. 最小主応力の結果
しわが生じると判定された領域の断面(図8)を確認すると、板減したパネルと金型サーフェスとの間に波のような形状が確認できます(矢印はパネル上面・下面と金型の隙間を示しています)。しかし波の高さは低いため、面ひずみと判断されることはほとんどありません。
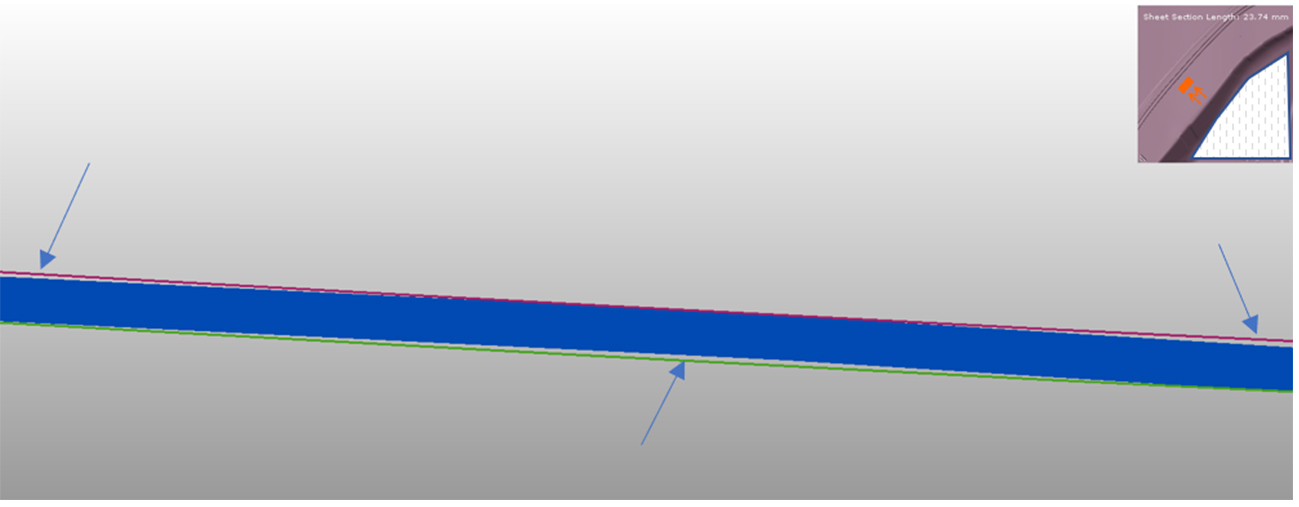
図8. しわが生じた領域の断面
この面ひずみの挙動は初回トライアウトの結果と一致しなかったため、担当者はまずAutoFormシミュレーションの精度を疑いました(初回トライアウトの最初の状態では通常一致しない)。重要なこととして、AutoFormシミュレーション設定では、量産時のような、スポッティングが良好である状態が想定されており、もちろん初回トライアウトにおいて、このような条件を望むことはできません。シミュレーションによる検討を完了したら、次にシミュレーションと量産の条件を一致させることで、はじめて良好な結果を得ることができるのです。
トライアウトの目的は金型の状態をシミュレーションと一致させることであるため、AutoFormシミュレーション結果の接触距離を確認し、ダイ・スポッティングの接触状態を調整しました。通常は金型の検収時にスポッティングの状態が良好でなければならないため、この接触距離については、特に工程技術者からトライアウト担当者へ報告が行われます。
接触距離は、部品の上面・下面と金型サーフェスとの距離を表します。下死点付近または下死点において、接触距離が明らかに周囲と異なる領域がある場合、スポッティングを調整するか、あるいはドロービードの高さを変更して板厚分布を均一にするなどの対策が必要になることを意味します。そこでHu氏とGao氏は、スポッティング領域を接触距離のカラーコンターに従って決定しました。図9に示すように、波の高さ自体はそれほど大きくありませんが、起伏が多いために波が目立ちます。
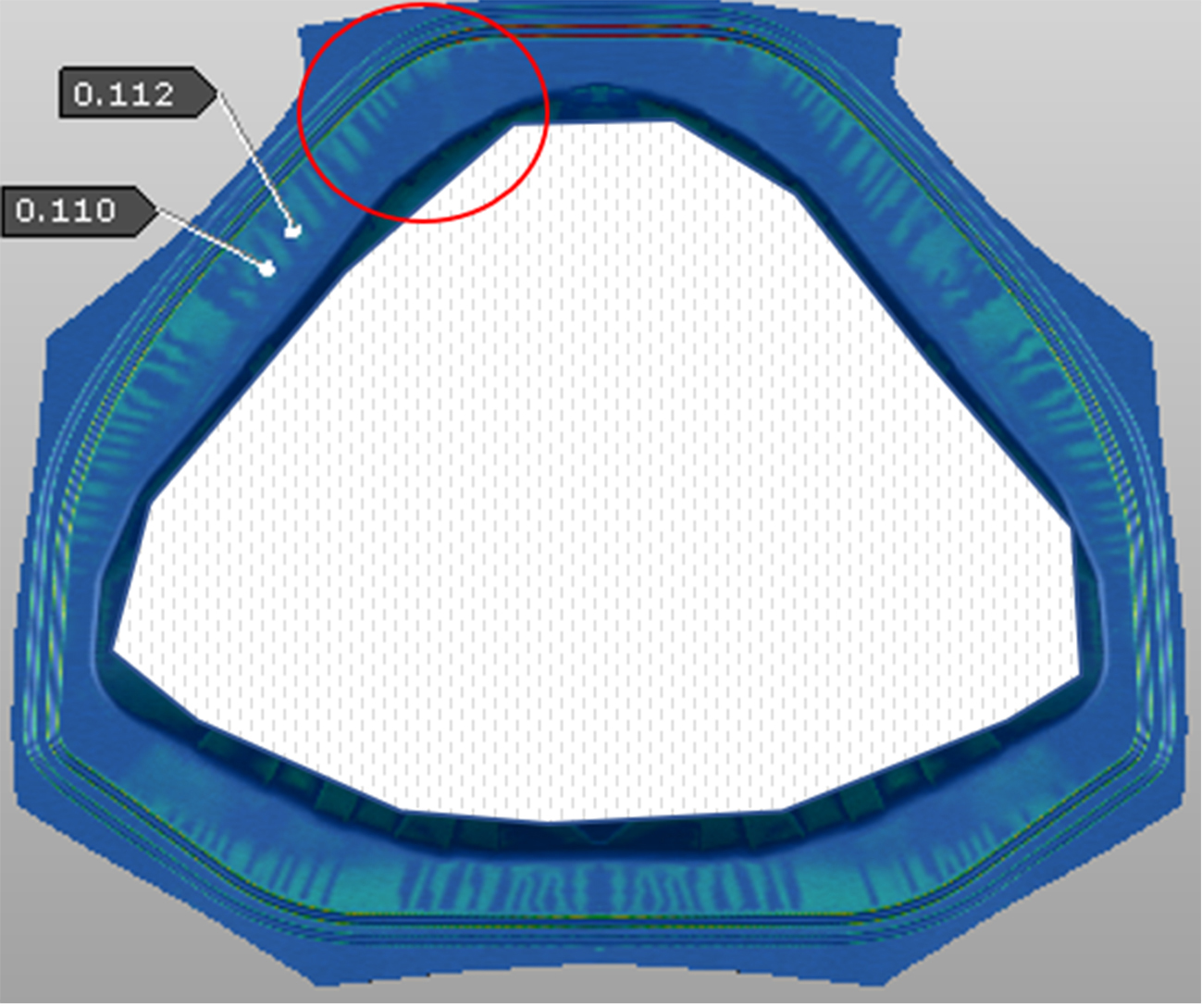
図9. 接触距離の結果
製造現場のトライアウト工程で波打ちを解消するために、まず板減分布をもとにバインダ領域の再加工を行い、次にドロービードを緩和し、板減を抑制しました。シミュレーションをもとに現場で調整を行った結果(図10)から、不具合が解消されたことがわかります。
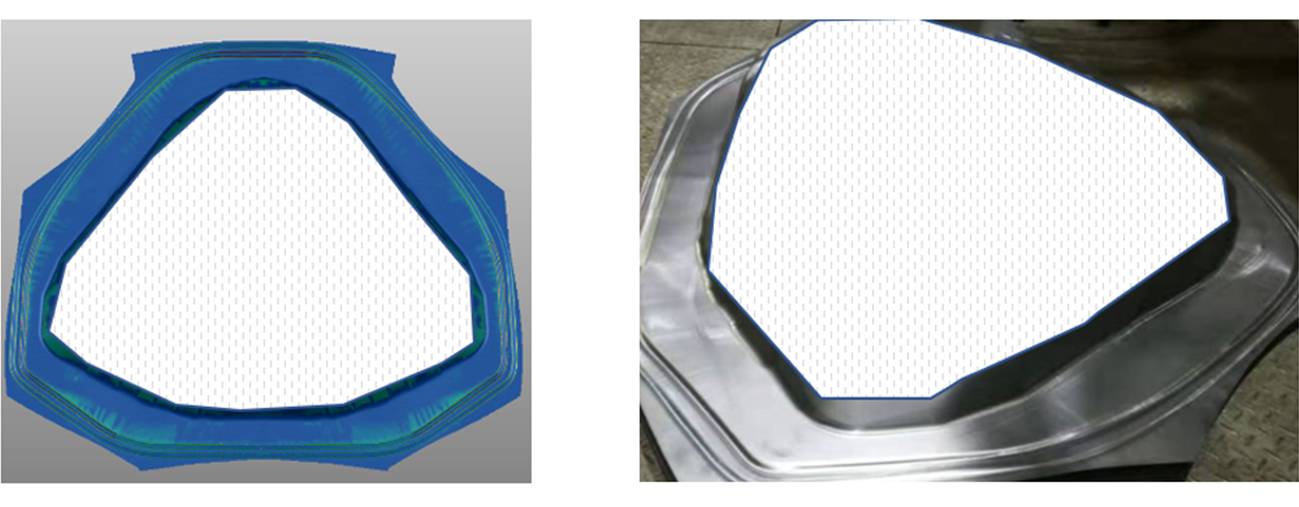
図10.(左) ドロービード緩和後の接触距離
(右) ドロービード緩和後のパネルの状態
この事例からBYD Die and Mould社では、これまで使用していた面ひずみのパラメータは、トライアウト時にバインダ下で発生する面ひずみ(波打ち)の状態を表現できるものではないことを明らかにしました。その代わりに、接触距離のマップを活用したダイ・スポッティングを行うことで、量産時の面ひずみを抑制でき、高品質な部品生産が可能になると判断しました。AutoFormのシミュレーションは常に実際の生産条件を再現するものであり、またトライアウトは実際の金型の状態をシミュレーションの条件と一致させるために微調整を行うことが最大の目的となります。BYD Die and Mould社はダイ・スポッティング工程の標準作業として、接触距離のマップを確認することを将来的に追加する予定です。











{kind=link}