
正確度指標を成熟させるために最初にすべきこと
AutoFormパレートの法則を活用してシミュレーションの正確度向上を図る連載の第2回では、AutoForm正確度指標のコンセプトに基づいたプレス成形シミュレーションの設定方法について説明し、AutoFormパレートの法則モデルが網羅するパラメータ群から、最初に必須プロセス・パラメータを検討します。
第1回の連載記事が示す通り、必須パラメータは、シミュレーションの最終結果における正確度の約80%を占めています。エンジニアリングの段階でプロセス・シミュレーションを実行して、トライアウトや生産で何が発生するかを予測することで、後段階においてコストのかかる試行錯誤や修正の作業を回避できます。正確なシミュレーションとは、実際の成形結果を正しく予測することです。正確度指標はオートフォーム社が考案したコンセプトで、あらゆるプレス成形ソフトウェアに適用してシミュレーションの正確度を判断することができます。分析的なプロセスによって、シミュレーションのインプットの品質をすべて確認して、高品質なシミュレーション・モデルを一貫して保証します。
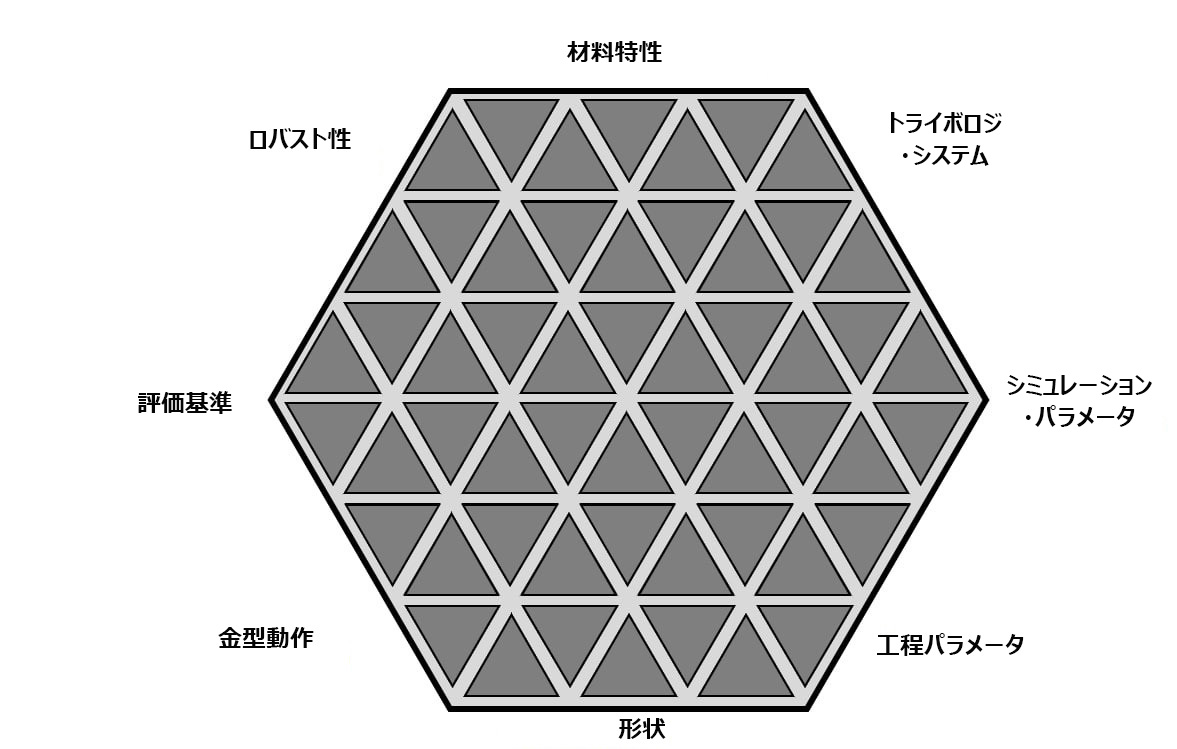
図1:矛盾があると正確度指標が縮小します
図1の正確度指標をもとに、パラメータをインプット・グループごとに分類できます。
材料特性: 材料等級など基本的なパラメータで、対応する降伏、引張強度、r値、板厚などの特性を定義します。また代表的な材料モデルを適用して、材料挙動を適切に表現します。
トライボロジ・システム: 金型サーフェスとシートの滑りの相互作用を表現します。代表的な摩擦モデルを定義して、現実の物理的な挙動を再現します。
シミュレーション・パラメータ: 数値的または計算的な観点から、適切なパラメータ・セットを用意し、要素の定式やタイム・ステップ・コントロールに正しいアルゴリズムを使用して、検証するアプリケーションの特徴的な現象を適切に表現します。
工程パラメータ: 各工程における適切なブランクおよび部品の位置、ドロービードの定義、複数の工程で各種金型に適用する荷重などの要素があります。
形状: シミュレーションに適用したデータ・セットが、リリースされた最新の形状と一致しているか検証が必要です。この形状が現実に作成される物理的な形状となるため、金型の切削に使用するデータ・セットを取得することを最終目標とします。
金型動作: プレス成形工程、プレス・モーション、ランプアップ、ランプダウンだけでなく、カムの動作(カム角度など)も、すべて適切に表現する必要があります。
評価基準: シミュレーションと実験結果を評価します。流入、板減、スプリングバックなど、形状公差を検証する複数の基準があります。明確な基準値を定義および適用して、シミュレーション結果を適切に評価します。
ロバスト性: 工程精度または工程能力に相当します。成功を導くには、プロセス(つまりシミュレーション結果)がインプットのわずかな変動にも影響されないことを検証しなければなりません。何千個もの部品を生産するにあたり、すべてのブランクが常に適正な部品へプレス成形されることを保証することが、究極的な目標となります。単なるプロセス・ポイントではなく、プロセス・ウィンドウを検出しますが、これも正確な結果を得るには検証が必要となります。
AutoForm正確度指標は、実測とシミュレーション結果が一致しない根本原因を分析的に特定および分析するためのフレームワークとして活用します。不一致の原因をすばやく特定できるだけでなく、トライアウトを迅速に行い、以後のシミュレーション設定に改善をもたらすツールキットとして役立てることができます。
正確度指標の主な用途は金型トライアウトの検証ですが、パレートの法則はプレス成形のエンジニアリングの調整を目的としています。これらのコンセプトは、共通の基盤から構築され、同じ側面を有します。この連載で順に解説を進めてゆきます。
正確度指標の成熟 — 必須パラメータから着手します
AutoFormパレートの法則(図2を参照)では、プレス成形プロセス・チェーンの構築時に必要な正確度を達成するのが最善であるという見解が示されています。前回の連載記事では、プロセス全体の正確度の80%を占める必須パラメータのグループを特定しました。この必須パラメータがシミュレーションの基礎となり、適切に定義することで正確度の高いシミュレーション結果を得ることができます。
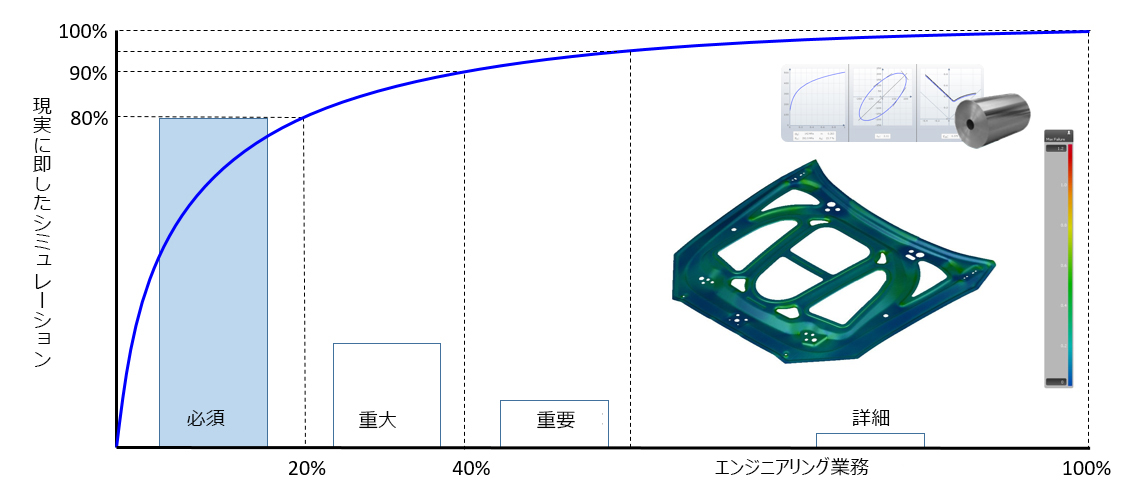
図2: AutoFormパレートの法則は、シミュレーションのインプットから正確度の成熟を示します
AutoFormパレートの法則を活用してあらかじめ以下の必須パラメータを確保し、追加のパラメータをさらに検討することで、結果の正確度を高めることができます。
工程順: 最初に考慮すべき必須パラメータです。すべての工程は工程計画に従ってシミュレーションしなければなりません。工程ユニットを別の工程に移動すると、結果が劇的に変わってしまいます。以降のすべてのステップに影響するため、プレス成形、トリム、成形などはすべて正しい順序で考慮し、実際に発生する事象をそれぞれ個別に表現する必要があります。そのため、まず初めに確認すべき重要なパラメータは、明確に定義されている工程順です。
金型動作: シングル・アクション・ドロー、プレス・ストローク、プレス成形中の金型支持などの基本動作から、2次成形金型(特にカムやフィラー・カム)の移動量といった特殊な動作まで考慮します。 シミュレーションの対象となるのは、実際に構築できる動作のみです。このような特殊金型に適正な荷重を適用できるか、そして同じ動作を実際の現場に適用できるか、確認する必要があります。そしてこれは早期段階で検証すべきです。
金型形状: 開発プロセスを通じて、常に最新の形状がシミュレーションに適用されていることを確認するため、必須パラメータとして扱います。これはプレス成形および生産を目的とした形状であるため、使用している形状データが適切であるか常にダブルチェックしてください。多くの場合、エンジニアリングと構築した状態に不一致が生じる原因となりえます。
材料特性: 板厚やブランク形状などの材料特性を定義し、選択した材料等級が適正であることを確認します。ブランク形状は、エンジニアリング・プロセスのインプットであり、結果でもあります。部品コストを抑制するには、ブランク形状を厳密に管理しなければなりません。ブランク形状(あるいはブランクのネスティング)を評価し、材料使用量を最適化する必要があります。
数値計算設定: 数値計算上の設定検討は程々にすべきです。「最終検証(FV)」設定を適用することで、エンジニアリングそのものに集中できるようになります。工程の動作や工程自体がまだ適切に定義されていない中で、4桁目や5桁目といった些末な数値に囚われて、大局を見誤らないことが重要です。
工程順、金型動作、金型形状、そしてブランク板厚や形状などの材料特性に加えて、適切な数値を設定したら、これがエンジニアリングの作業を継続するための基盤となります。
この段階で、プロセス・シミュレーションの成形性は、部品にわれや重大なしわが全くない「グリーン」の結果でなければなりません。同時に、材料のストレッチも確保する必要があります。
必須プロセス・パラメータを通じて、プロセス・シミュレーション全体が網羅されていることがわかります。そしてすでに非常に高い正確度を達成するための基盤が確立しているため、エンジニアリングした通りに実際の部品をプレス成形することができます。
エンジニアリング・プロセスの早期段階で、必須パラメータをできる限り適切かつ正確に定義する必要があると認識することが重要です。これらのパラメータは、必然的に、あらゆるシミュレーションの基礎を成す開始条件となります。またシミュレーションと実測を明快かつ簡単に比較することもできます。シミュレーションの定義をプレス成形プロセスへすぐに伝達することができ、また、実際のパラメータも簡単に測定または特定できます。たとえばブランク形状の場合、エンジニアリングで使用したブランクと実際のブランクが同じであるか、非常に簡単に判断できます。
分析的で矛盾がない正確なシミュレーションの設定が行えるように、AutoFormパレートの法則に基づいた「ガイドライン」機能がAutoFormに搭載されました。プロセスを効率的に定義するために、まずプレス成形プロセスのコンセプト上のフィージビリティから開始して、すべての必須パラメータを網羅します。AutoFormソフトウェアのガイドラインに従い、プレス成形プロセス全体の実効性と有効性を適切な順序で検討することで、正確度指標の拡大を促します。
効率的なプロセスの定義は、ガイドラインの「コンセプト上のプレス成形プロセスのフィージビリティ」から開始し、次に「「プレス成形プロセス全体のフィージビリティ」、「プレス成形プロセス全体の検証」と進めます。この最後のガイドラインは、最終的なシミュレーションの設定に特化したもので、以後の金型トライアウトを表しています。AutoFormのガイドラインは、プレス成形プロセス・チェーンをサポートし、AutoFormパレートの法則を分析的に活用しながら、シミュレーションの正確度を高めてゆきます。
次回の連載記事では、重大パラメータに注目し、検証を行います。本稿にご興味をお持ちいただけたら、ぜひ当社のブログにご登録ください。また本連載記事の続きをご一読いただけましたら幸いです。


適用事例")








をお届けします。){kind=link}