
兵庫県神戸市において自動車、建機、農機等のプレス金型や治具の設計製作を手がける株式会社サンキョー。同社は20年来のAutoFormユーザーで、金型の設計製作においてシミュレーションが欠かせない存在となっています。今回、金型製作における合わせ作業の工数削減に向けて、AutoFormを活用したシミュレーションを実施。事前に曲げ部分の「R逃がし」のモデリングを実施することで、合わせ作業の工数が削減できることを確認しました。検証結果に合わせて、金型設計製作の業務フローを変更し、フロントローディングによってリードタイムの短縮を図っています。

合わせ作業の工数削減に向けて凸Rによるパネルかつぎの解消を検討

サンキョーは、1960年に兵庫県で創業したプレス金型メーカーです。大型金型製造設備を活かした大型プレスから、小型部品のプレスまで、顧客のあらゆるニーズに応えています。自動車のボディー部品を中心としながら、建設機械、農機具、鉄道車両など多岐にわたる金型製作の実績を持ち、建設機械メーカーや農機具メーカーとの取引も豊富です。
同社における成形解析シミュレーションの活用は早く、2000年にAutoFormを導入して以来、現在まで20年以上にわたって利用しています。常務取締役工場長の池田恵氏は「複数の成形解析シミュレーションソフトを検討した結果、圧倒的なスピードを評価してAutoFormを採用しました。以来、不満を感じることなくAutoFormの利用を続けています」と語ります。

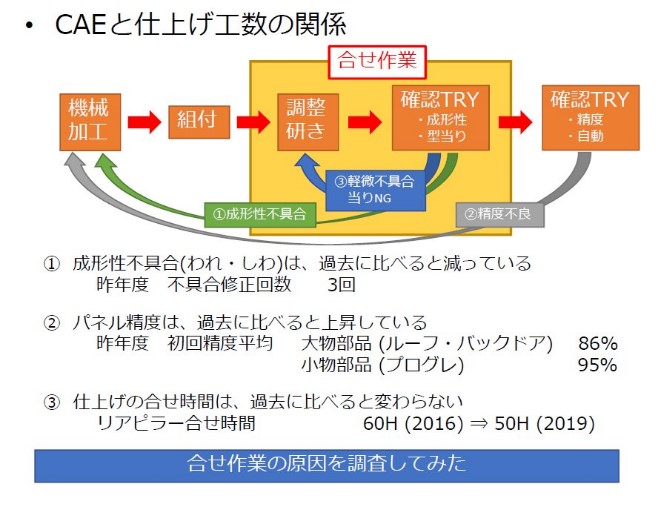
多岐にわたる金型製作を手がける同社ですが、近年は成形の難しい複雑な部品が増えています。金型加工後に発生する仕上げ工数は、2018年度の実績で2015年度と比べて2.2倍と、大幅に増大しています。同社が分析した結果、仕上げ工数の増大は特に自動車部品に多く、トライ後にパネルと金型の“当たり”を確認する「合わせ作業」にあることが判明しました。そこで同社は課題解決に向けて、AutoFormによる合わせ作業の工数削減に取り組むことにしました(図1)。解析を担当する技師補の増田泰征氏は次のように語ります。
「合わせ作業が増大する要因のひとつに、パネルのスプリングバックによる“パネルかつぎ”があることがわかりました。近年、自動車部品の形状が複雑化した結果、プレス時にパネルがスプリングバックを起こしてかつぎが発生するケースが増えています。自動車部品では現場で型当たりをチェックして、かつぎが発生した部位を中心に手作業で削り、必要部位の80%以上に当たりができるまで対応しています。シミュレーションでパネルかつぎを削減することで、全体の工数削減につながると考えました」
AutoFormで逃がしモデルを作成し、解析を実施
サンキョーでは、パネルかつぎの低減による工数削減を検証するため、冷間圧延鋼板(SPCD)板厚1.6mm、型トン数9.3tの自動車部品を用いてシミュレーションを実施しました。
凸Rのパネルかつぎは、過去の経験から成形工程のForm以降で発生し、板厚増加によるパネルかつぎはBendUP以降の工程で発生すると想定。検証は、BendDownの工程で凸Rによるパネルかつぎを、RestUPの工程で板厚増加によるパネルかつぎを調査することにしました。
(1)R逃がしの分析と検証
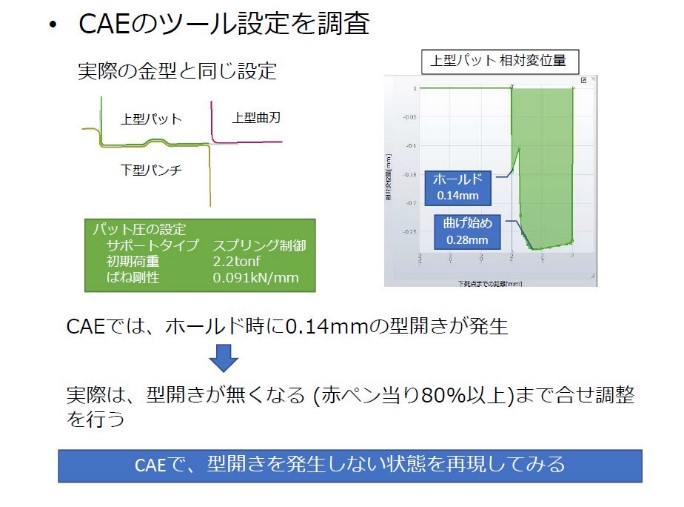
AutoFormのツール設定を調査するため、プレスのパット圧を実際の金型成形と同じ設定でシミュレーションを実施しました。すると、材料のホールド時に0.14mm、曲げを加えると0.28mmの型開きが発生することがわかりました(図2)。従来は後工程の現場において型開きがなくなるように調整を行いましたが、今回はシミュレーションの段階で型開きをなくすための方法を検討しました。
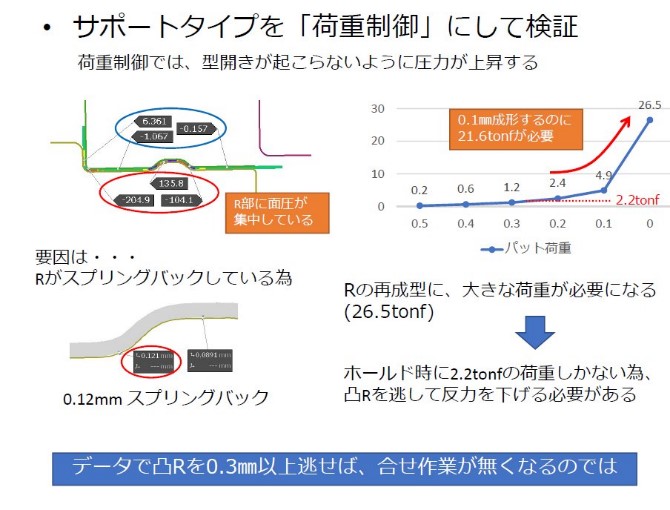
まず、パット圧を徐々に増やしていくAutoFormの「荷重制御」機能を用いて検証を実施しました。型開きが発生する要因はRがスプリングバックしているためであり、Rの再成形に21.6tもの大きな荷重が必要となると分析。データの段階で凸Rを0.3mm以上逃がすことで合わせ作業がなくなると仮説を立てました(図3)。
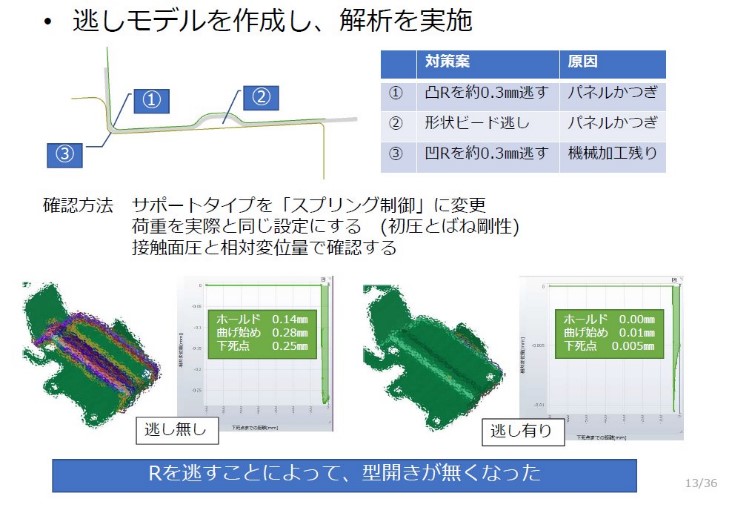
実際に0.3mmのR逃がしモデルを作成し、AutoFormで解析を実施した結果、ホールド時で0.00mm、曲げ始めでも0.01mmと、型開きが発生しないことが確認できました(図4)。
(2)板厚の逃がし形状による分析と検証
板厚増加によるパネルかつぎでは、パネルをRestUPする際に板厚が0.23mm増加しているために型開きが発生していると予想されます。しかし、板厚が増加してもAutoForm上ではクリアランスが初期値から変化がないために、シミュレーション上ではしわが発生しません。反対に板厚が減少するとしわが発生すると、AutoFormは解析結果を出してきました。
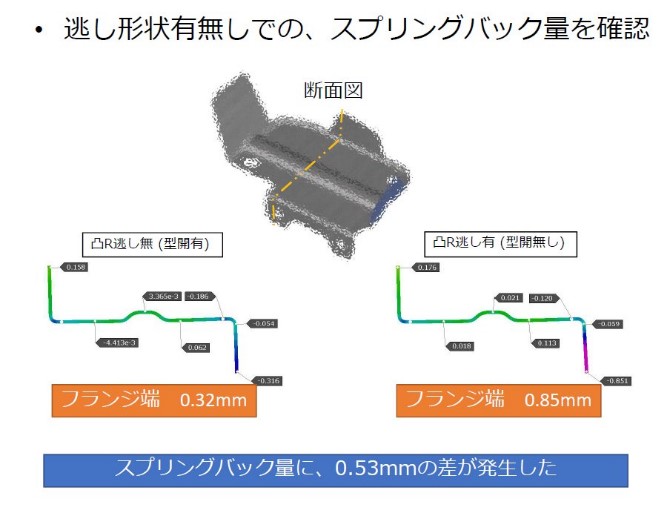
そこで、実態との乖離を検証するため、次のステップでは凸Rの「逃がし形状無し(型開き有り)」と「逃がし形状の有り(型開き無し)」の2つでスプリングバックを確認しました。その結果、逃がし形状無しの場合はフランジ端で0.32mm、逃がし形状有りでは0.85mmと、スプリングバック量に0.53mmの差が生じることがわかります。改めて曲げR付近の動きと応力を確認した結果、逃がし形状無しではスプリングバックとスプリングゴーが発生し、両者の相殺によって0.32mmになり、逃がし形状有りではスプリングバックのみであるため0.85mmと、応力で差が出ていることが判明します(図5)。
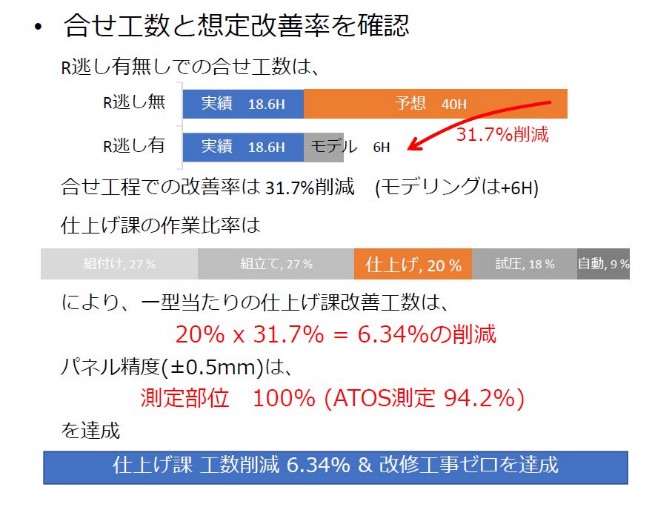
「以上の結果から、R逃がしを行うことでモデリング時間が6時間かかるものの、合わせ工程全体では31.7%の工数削減が見込めることがわかりました。仕上げ課の工数に限定すると、ひとつの型あたりで6.34%の削減となり、測定部位におけるパネル精度(±0.5mm)は100%で改修工事0を達成しています。反対に、R逃がし加工をせずに金型を製作すると、最終的に精度が悪化することが確認できました」(増田氏)(図6)
経験則によるモデルとCAEを元に作成したモデルで実績工数を比較
検証結果を確認するため、次のステップでは自動車部品を用いたフランジ工程において、逃し形状のモデリングを、過去の経験則によるモデル(model G)と、CAE結果を元に作成したモデル(model P)の差を比較することにしました。用いたのは440MP材質で、板厚は0.65mm、型トン数は15.5tです。
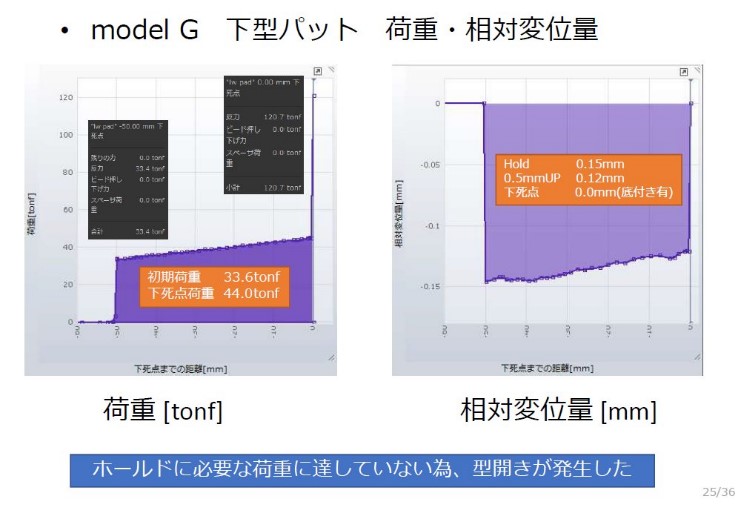
まず、経験則によるモデルmodel Gに対して、類似部品を参考にRの逃がし量を決定し、実際の金型と同様に荷重圧を検討した結果、33.6t~44.0tの荷重圧が必要で、ホールド時には0.15mmの型開きが発生することがわかりました(図7)。
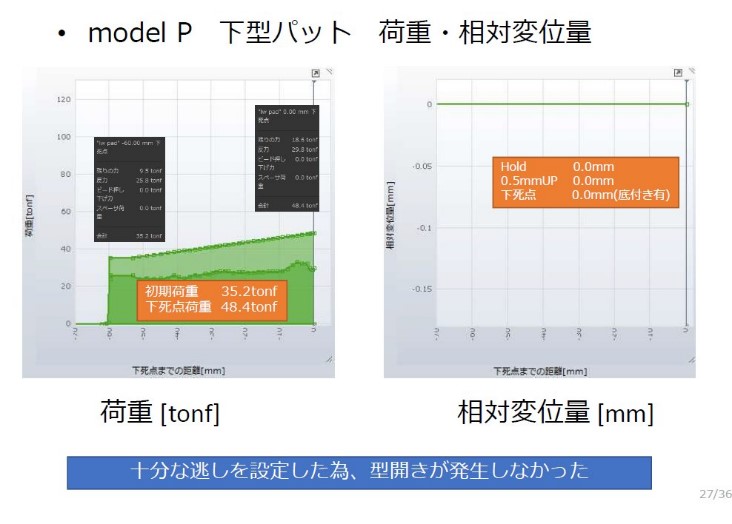
CAE結果を元に作成したモデルmodel Pに対しては、接触面圧を参考にRの逃がし量を決定し、相対変位量が0になるまでシミュレーションを実施。その結果、model Gと同等のパット圧でもホールド時で0.00mmと、型開きが発生しないことが確認できました(図8)。
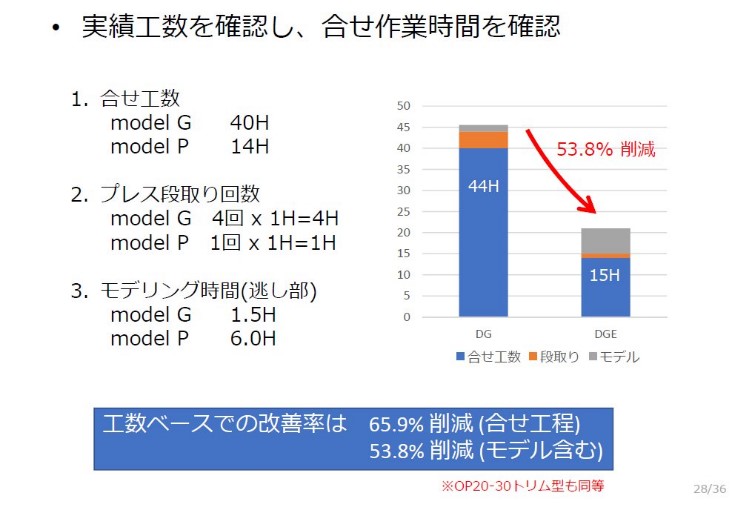
実績工数を確認し、合わせ作業の時間を確認したところ、合わせ工数はmodel Gが40時間であるのに対して、model Pは14時間と65.9%の削減が実現。プレス段取り工数とモデリング時間を加えた工数でも、model Pではモデリングの時間が4.5時間分増えているものの、全体では53.8%の削減となっています。(図9)
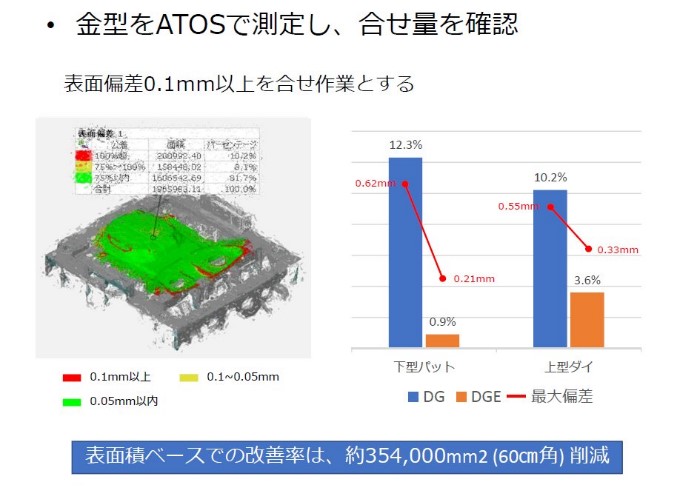
また、製作した金型を非接触測定機(ATOS)で測定して合わせ量を確認した結果、現場で削るパネルの表面積は、下型パットで12.3%から0.9%と大幅に削減され、最大偏差も0.62mmから0.21mmに改善しました。同様に上型ダイでも削るパネルの表面積は10.2%から3.6%、最大偏差は0.55mmから0.33mmと改善が見られました。このことから、より大型の部品ほど効果が高く、形状の多いインナー部品で有効であることがわかります(図10)。
金型設計製作における業務フローをフロントローディングに変更
以上の検証結果と実際の効果測定から、AutoFormの活用は合わせ作業の工数削減に効果があることが確認できました。
「シミュレーションを実施することで、現場において新人からベテランまで仕上げの熟練度に差があったとしても金型の当たりにバラツキがなくなり、品質や精度を保てるようになりました。プレスの段取り自体もなくなるため、スケジュールにも余裕が生まれます。デメリットがあるとすれば、加工取り代が一定でなく、逃がし加工の工数が発生する程度です」(増田氏)
こうした成果をもとに、同社では2019年以降、金型設計製作における業務フローを変更し、基本的にはすべての部品に対して型設計の工程にAutoFormによる造り込み(デジタルパネル合わせ)を組み込みました。実型の造り込みを前工程で実施するフロントローディングにより、初回トライの精度向上による補正回数を削減し、工程全体でリードタイムを短縮しています。
「正直、モデリングの工数は増えるため、解析担当者の私の負担は増えます。とはいえ、最終的には精度が出ることが第一ですから、それをモチベーションに楽しみながら解析を行っています」(増田氏)
池田氏も「シミュレーションの精度は年々向上しており、今では金型を製造する上でなくてはならない設備となっています。現場においても、作業者の熟練度による属人化が解消され、全体の品質向上に貢献しています」と語ります。
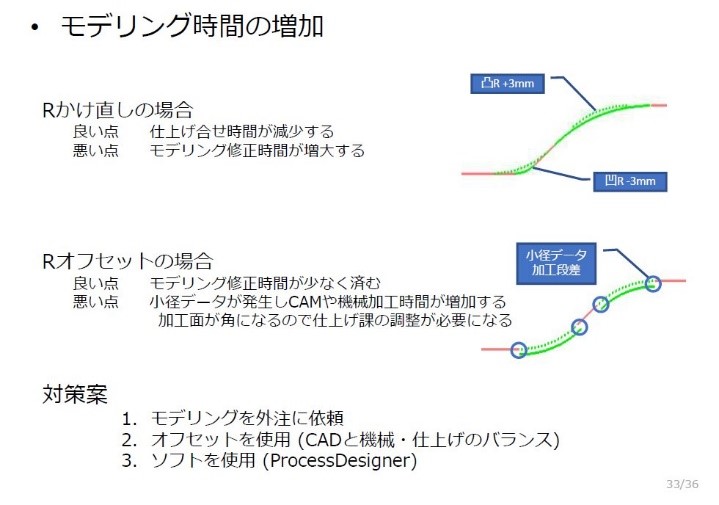
今後はモデリングの削減に向けて、Rのかけ直しでなく、昔ながらのオフセットを活用し、CADと仕上げのバランスを保つことを検討中です。加えて、モデリング自体の外注活用、さらには形状作成のAutoForm-ProcessDesignerの活用も視野に入れています(図11)。
AutoFormの活用を通して、手合わせをしない金型づくりを目指すサンキョーのチャレンジは、今後も続いていきます。
<企業概要>
株式会社サンキョー
設立:1960年
所在地:神戸市北区長尾町宅原字上中41
代表者:代表取締役社長 鍵谷 謙介 様
従業員数:53名(2021年3月現在)
事業内容:プレス金型及び治具の設計・製作
URL:http://sankyo-kobe.co.jp/











{kind=link}