

Sture Olsson, Business Development Manager
はじめに:本稿では、クインタス・テクノロジーズ社が航空機ドアフレームのシートメタルフォーミング工程にどのような革新をもたらしたかを解説します。 高圧成形技術、革新的な金型設計、そしてAutoFormシミュレーションソフトウェアを導入することで、クインタス社は製造プロセスを16工程からわずか3工程に削減することに成功し、大幅なコスト削減と生産性の向上を実現しました。
背景:航空宇宙業界では従来、金型コストを最小限に抑えるため、単一の金型を用いたプレス成形技術が主流でした。クインタス・テクノロジーズ社は、これをさらに発展させ、他社サプライヤーが提供する通常の200~300バール(3,000~4,350 psi)よりもはるかに高圧の最大1,400バール(20,000 psi)で加工を行っています。 この高圧と革新的な金型設計を組み合わせることで、複雑な形状をより少ない工程で製造することが可能となり、中間工程での手作業による補正や熱処理が不要になります。AutoFormプレス成形ソフトウェアを活用することで、しわ、板減、スプリングバックを予測できるほか、金型製作やトライアウトを開始する前に、生産工程やブランク形状を開発することができます。

図1:クインタス社のFlexform流体セルプレス
航空機用ドアフレーム:この最適化プロセスは、大型民間航空機用のドアフレームで行いました。このドアフレームは板厚2 mm(0.08インチ)のアルミニウム2024-T42を使用し、中央に大きな窪み、6つの非円形穴、そしてアンダーカットがある複雑な形状が特徴です。
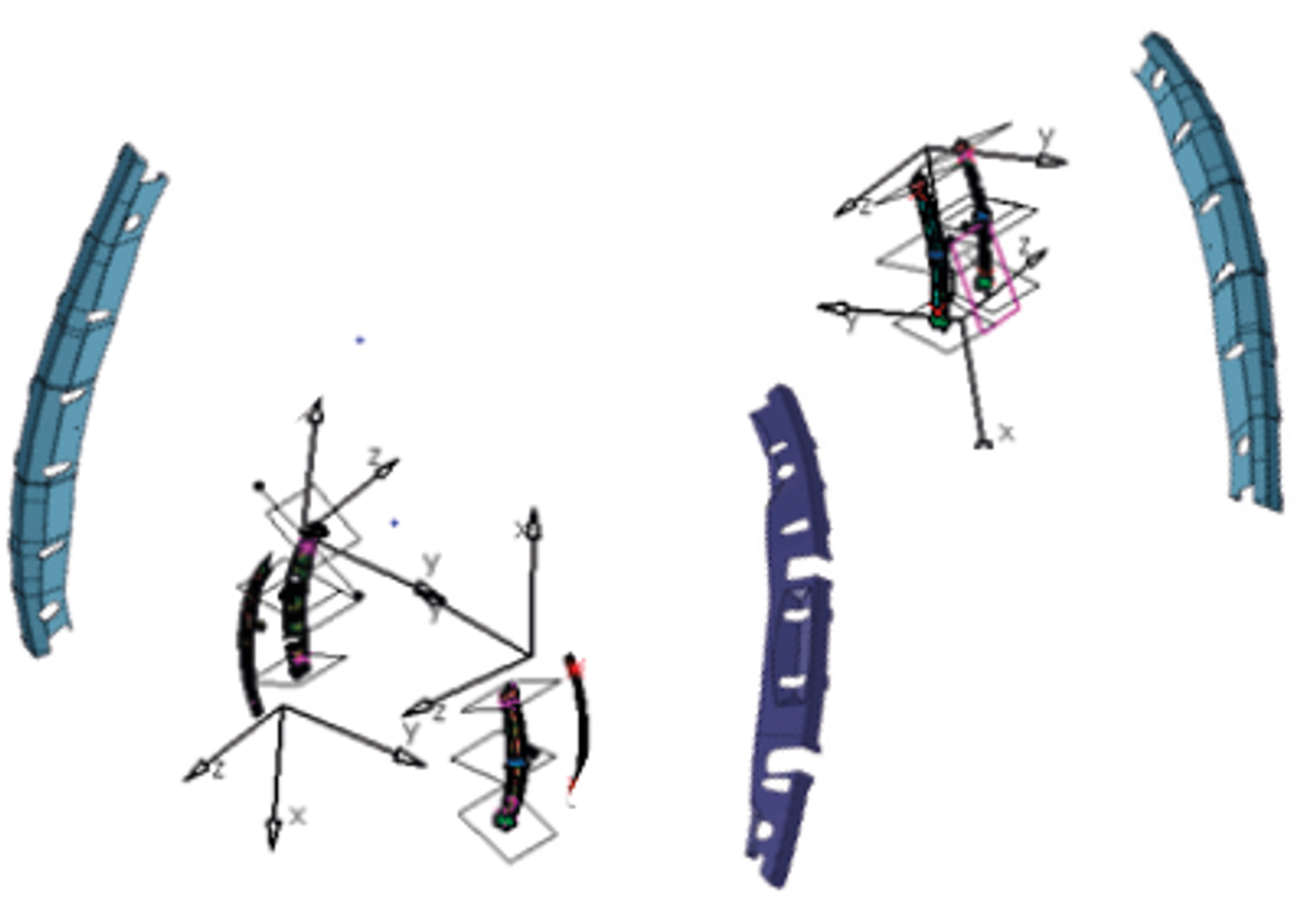
図2: コンポーネントの位置
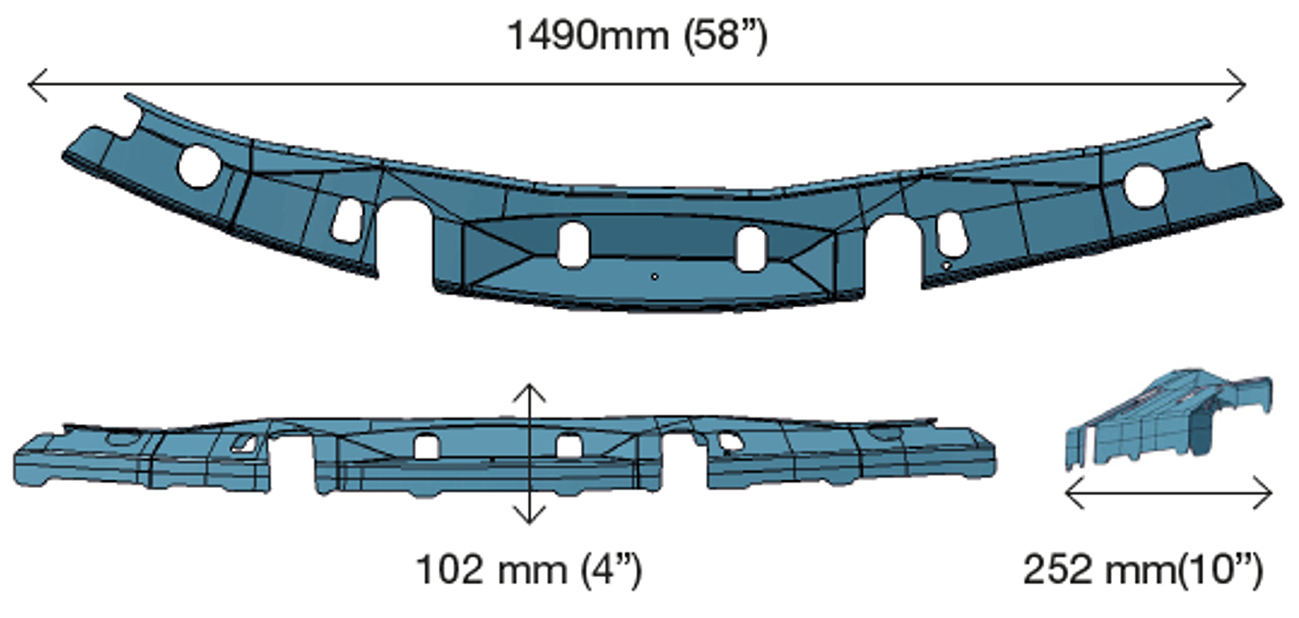 図3: コンポーネントの寸法
図3: コンポーネントの寸法
初期フィージビリティ評価:ドアフレームの製造プロセスは、当初、ブランク材の準備を含め16工程に及んでいました。クインタス社は、新たな金型設計を導入し、圧力を300バール(4,350 psi)から800バール(11,600 psi)に引き上げることで、プレス成形を2工程に削減し、製造プロセス全体を6工程に短縮することに成功しました。 この最適化により、部品の生産コストが大幅に削減され(推定:年間約50万ユーロ/約9,200万円)、生産能力も向上しました。
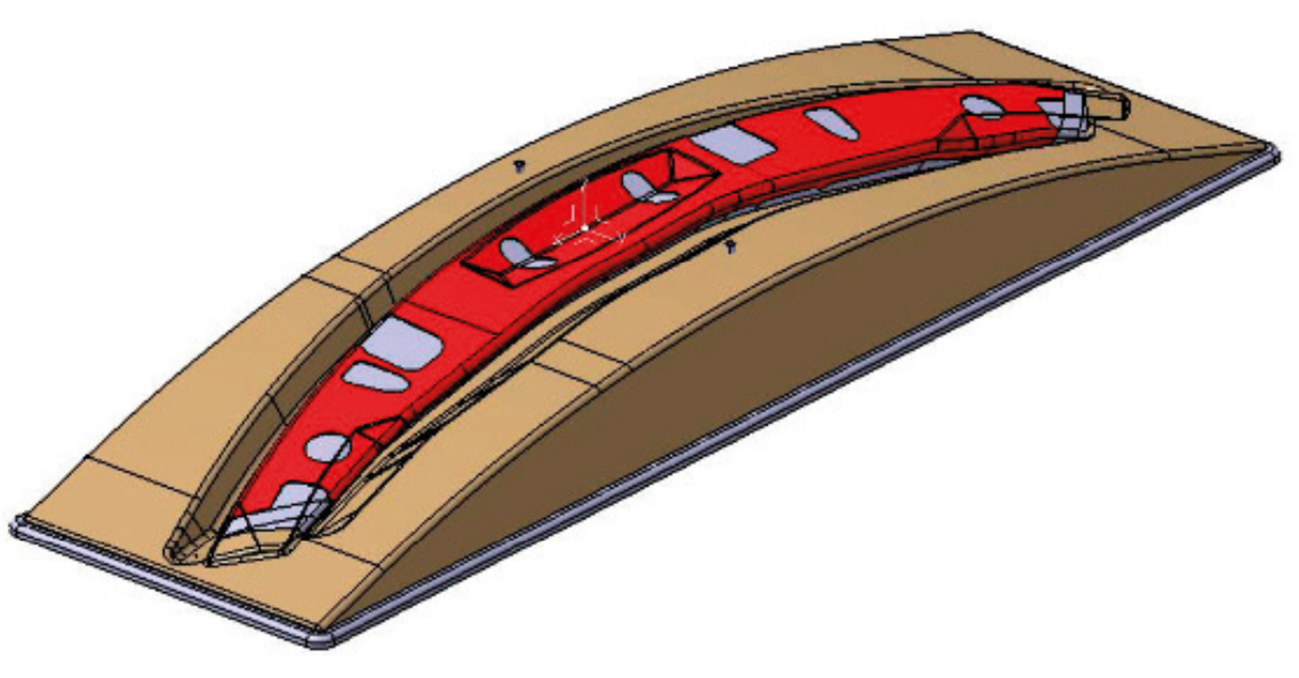
図4: フォーム金型の支持壁(ベージュ色部分)
さらなる工程最適化:クインタス社アプリケーションチームは最近、ドアフレーム製造プロセスのさらなる最適化について検証しました。高度なシミュレーションと金型設計の豊富な経験により、同社エンジニアはプレス成形をわずか1工程に集約することに成功しました。この最終的な最適化により、ブランクの準備を含めた製造プロセス全体はわずか3工程にまで削減されました。
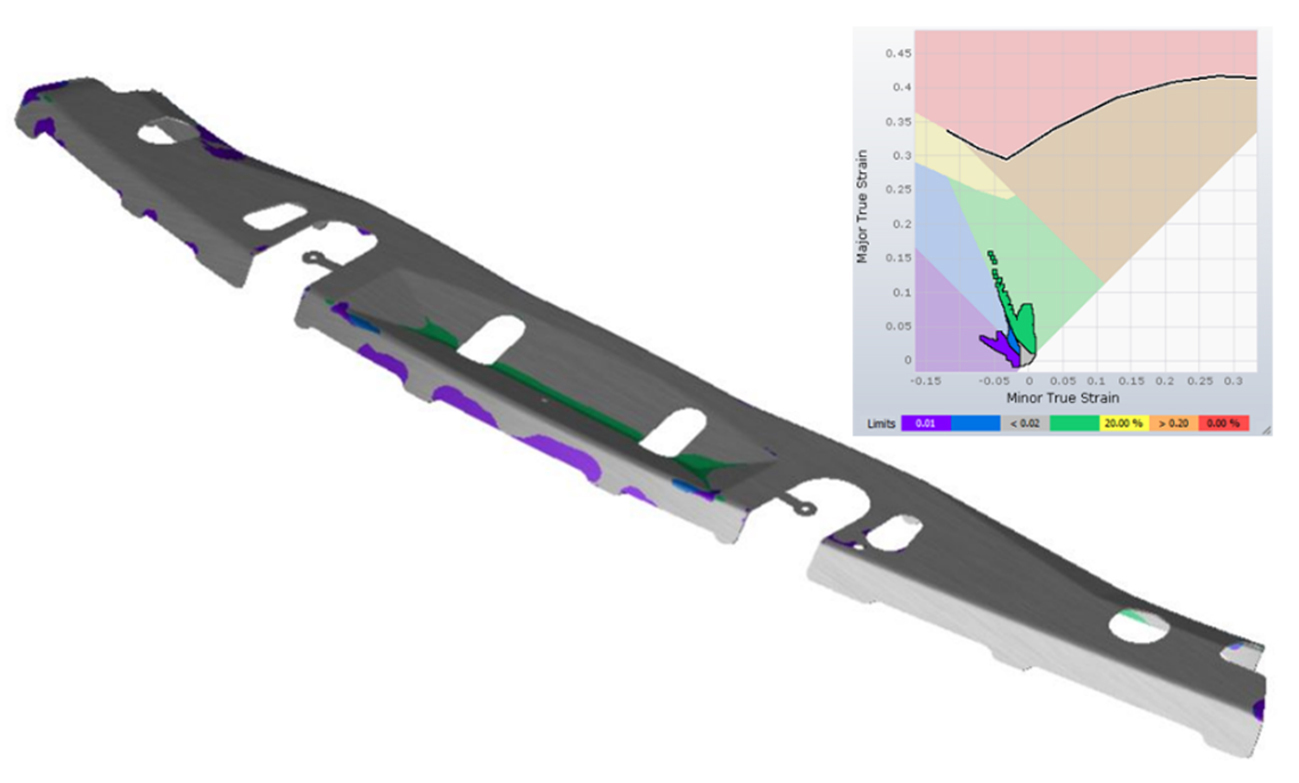
図5: 部品とFLDのAutoForm画面表示
金型設計: クインタス社による新しい金型設計は、その高圧プレスの性能を最大限に生かしたものです。支持壁が効果的に圧力を導くため、側面やアンダーカット部分も高精度で成形できるようになっています。

図6: フォーム金型に置かれたプリカットブランク

図7: フォーム後の最終部品
 図8: プレス後の最終部品
図8: プレス後の最終部品
結果:プロセスの精度と再現性を評価するため、5つのサンプルをプレス成形し、3Dスキャンによる測定を行いました。収集したデータは優れた再現性を示し、最適化されたプロセスが有効であることをさらに裏付けました。
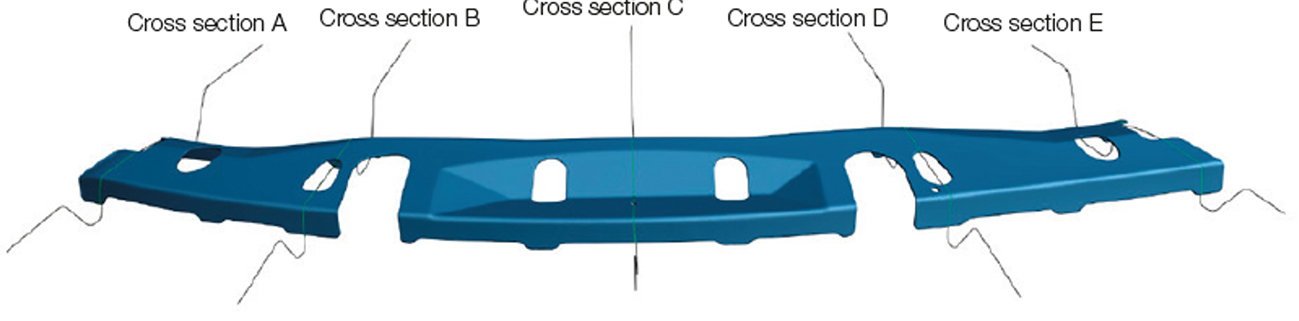
図9: 評価に使用した断面
結論:クインタス・テクノロジーズ社は、最新の金型設計、AutoFormプレス成形ソフトウェア、および高圧成形技術を導入し、航空機用ドアフレームのシートメタルフォーミング工程を最適化しました。製造プロセスを16工程からわずか3工程に削減したことで、大幅なコスト削減と生産性の向上が実現しました。 これらの改善には、高精度なシミュレーションと革新的な金型設計が大きく貢献しています。同社は提案から金型設計の完成まで、製造メーカーが高品質かつコスト効率の優れた生産体制を築くためのサポートを一貫して提供しています。
詳細については、以下をご覧ください:ホワイトペーパー |プレス成形の最適化 – 航空機ドアフレーム | Quintus Technologies。
弊社チームに直接お問い合わせいただく場合は:お問い合わせ | Quintus Technologies
※参照為替レート:1ユーロ=184円(2026/5/18)










{kind=link}