
継続的な工程改善に取り組むゲスタンプ社では、ブラジルのオートフォーム社のプレス成形とアセンブリの工程統合ソリューションに関する提案を積極的に取り入れています。ゲスタンプ社車体設計部の協力のもと、各工場の統括部門を対象に2度のウェビナーを開催し、AutoFormソフトウェアの活用を通じて各部門が達成した効果と成果を紹介しました。また社内の工程改善に向けた知見の提供も行いました。
ウェビナーでは知識共有および各施設に有用なツールの紹介を行いました。提示したソリューションを各生産拠点の工程改善にどう活用できるか、またどのように導入すれば効果的に成果を得られるかについて、より包括的な理解を促進するものです。
ウェビナーでは最初にデジタルツインに焦点を当て、製品設計から金型製作の承認まで、プレス部品の開発サイクル全体でシミュレーションを活用する手法を解説しました。図1に示す通り、第一段階では製品のフィージビリティ評価が重要です。インポートした部品形状や材料のデータ、そして適切なダイフェースから成形性の問題を迅速に分析します。AutoFormソフトウェアのフィージビリティ解析機能を活用し、製品形状の修正案を検討すれば、不具合を軽減することができます。これにより、再加工や作業の遅延を最小限に抑えることができます。
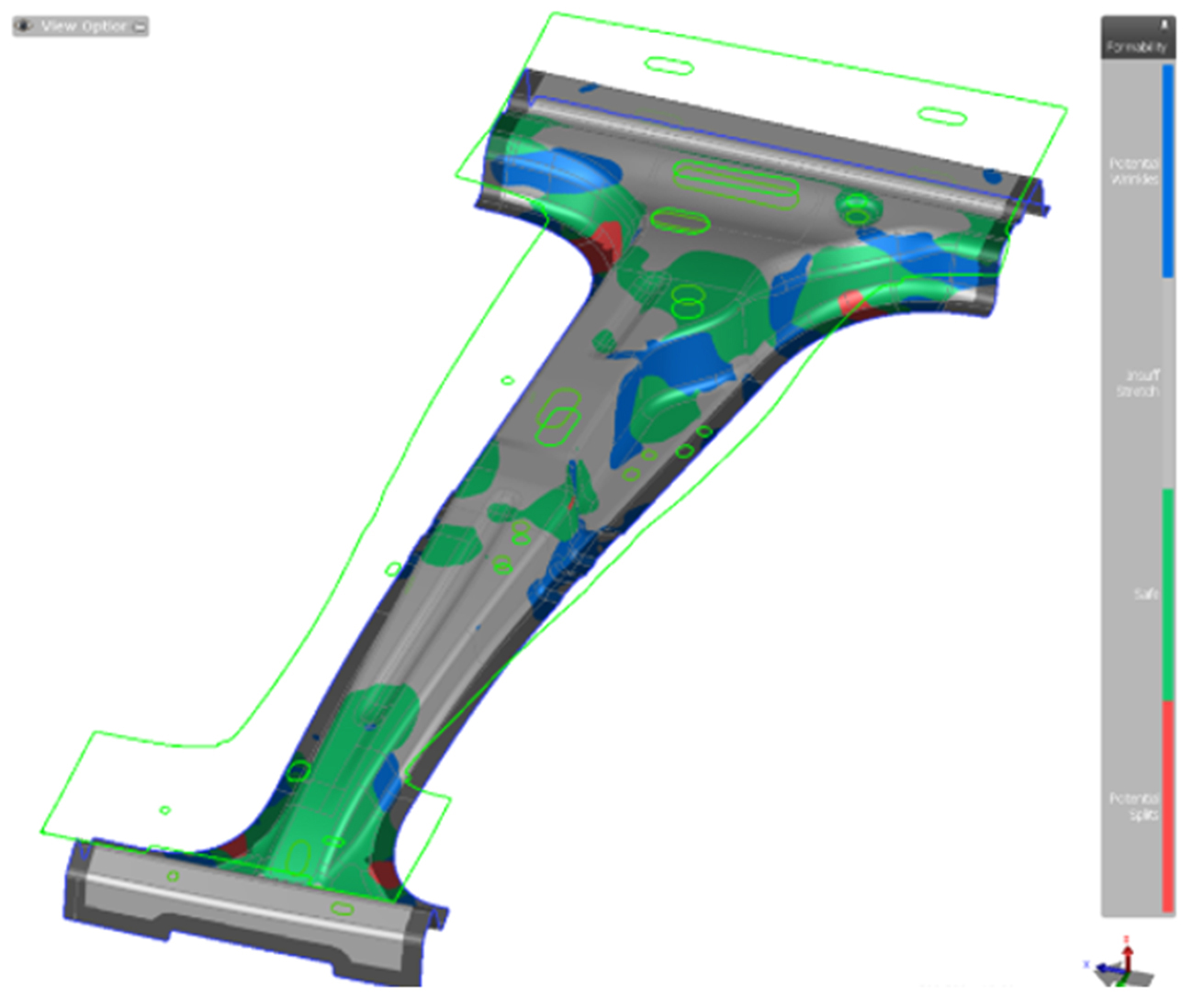
図1: 製品フィージビリティ解析
この評価に続くステップでは、製造工程の検討と金型製作のコスト見積もりを行います。タンデム、トランスファ、順送などのプレス成形工程のパラメータ化を通じて、展開形状を明確に定義します。このデータは、図2に示すように、選択した工程に必要なブランクやコンポーネントのサイズ決定に活用できます。これらの解析を経て、必要な工程数や各工程内での配置を検討しながら、工程を決めてゆくことができます。
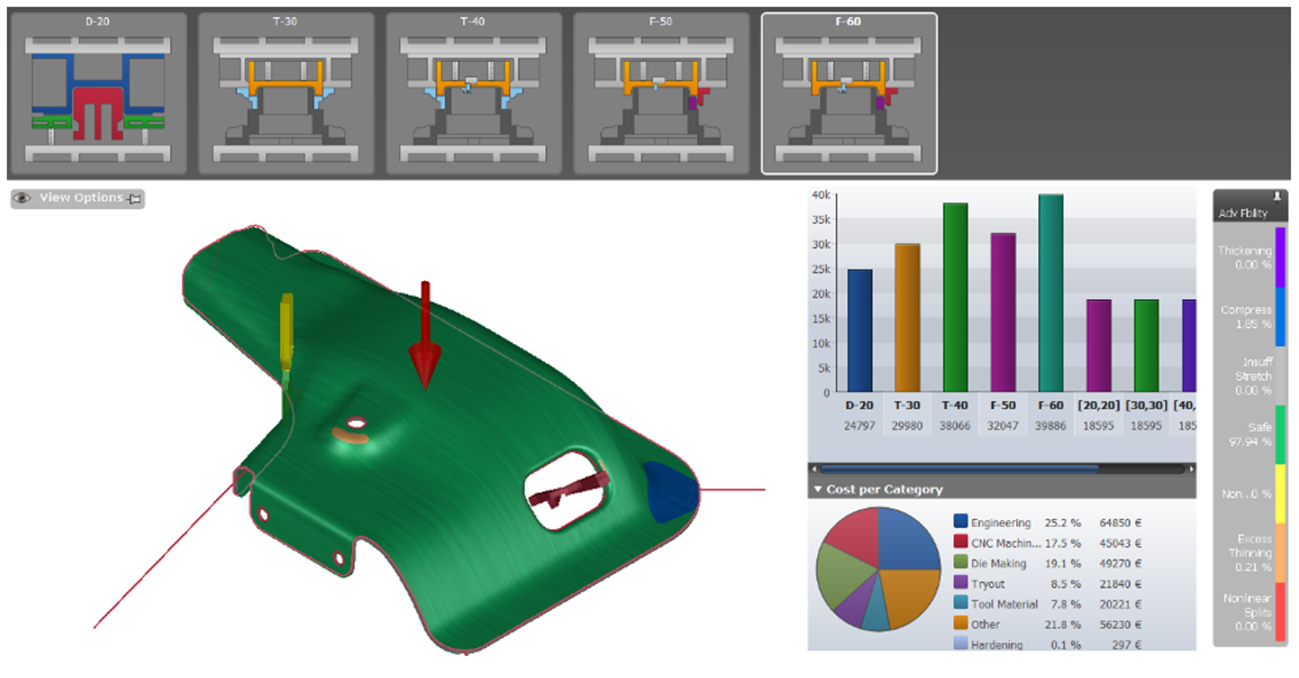
図2: 工程開発と予算組み
金型製作の工程検証およびコスト解析後、次段階では定義した工程の性能評価を行います。AutoFormソフトウェアには、セグメント化されたビードの高さ変更、壁面の傾き、パンチとダイの進入半径、面圧、ブランクのサイズや配置などを自動変数で検討できるツールが搭載されています。この段階では、図3に示すように、フィージビリティ評価と併せて、材料のスプリングバック見込み補正も極めて重要となります。これらの検証後、次段階にて金型の設計を行います。
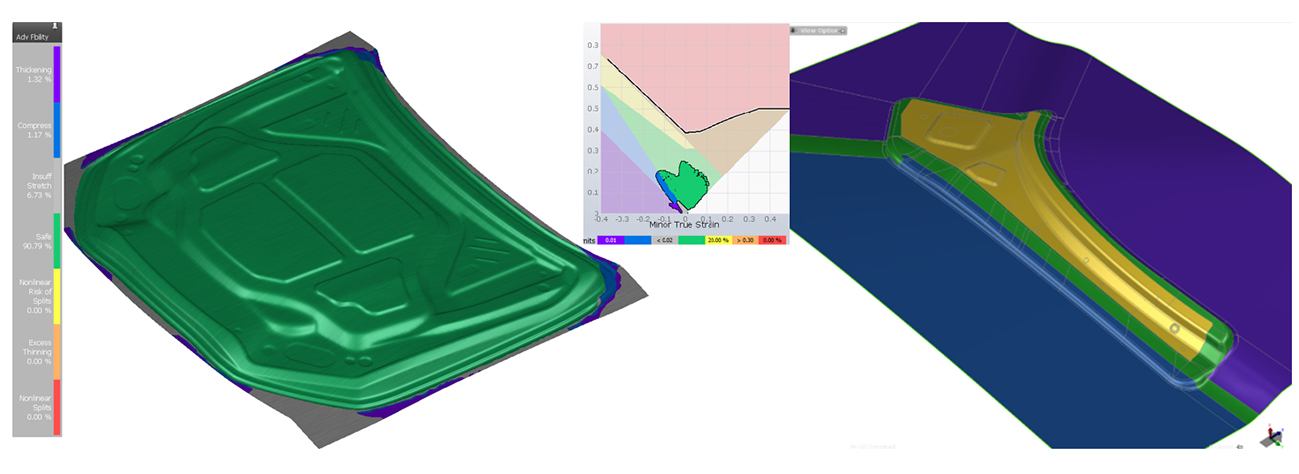
図3: プロジェクトおよび見込み補正
金型の開発段階から製造用金型の出図へと進むにつれ、安定した生産工程に重大な影響を及ぼす要因を検討しなければなりません。板厚など材料の機械特性にばらつきがあることで不具合が生じる場合があります。AutoFormソフトウェアを活用して、確定させた全ての公差を組み込むことで、製造現場において安定した生産を担保することができます。材料に変化が生じると、ソフトウェアは不具合の原因を迅速に識別し、プレスラインの不稼働期間を最小限に抑えます。ロバスト解析を通じて、製品の特定領域に影響を及ぼす変数を特定できます。図4の解析結果から、最終製品の品質と寸法を決定する上で、材料の板厚が重要な要因であることが明らかとなっています。
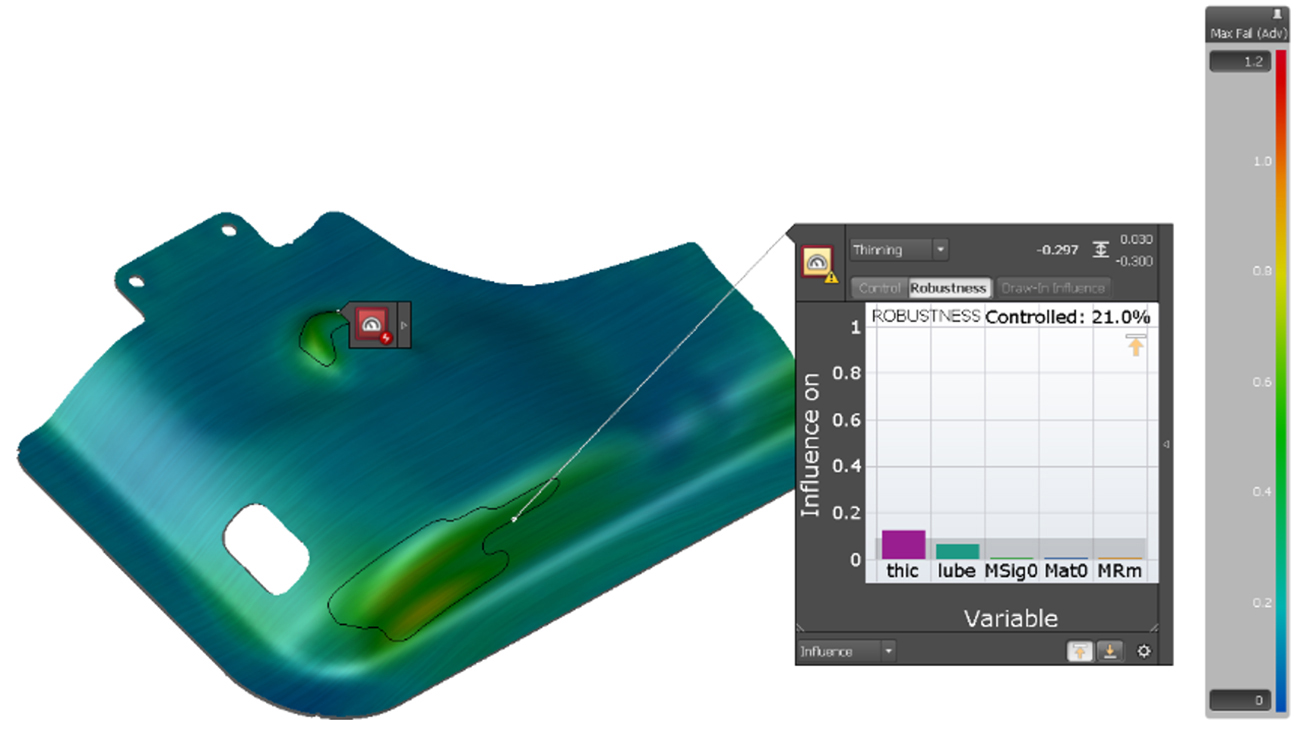
図4:工程パラメータの板厚感度解析
図5に示すように、ゲスタンプ社は先進的なエンジニアリングを取り入れることで、再加工の大幅な削減、不具合の迅速な検出、製品品質の向上といった成果が得られることを実証しました。これは、フィージビリティ評価や工程計画の定義から単品部品の金型コストに至るまで、冷間プレス成形、熱間プレス成形、アセンブリ接合、生産支援などあらゆる工程を網羅しています。
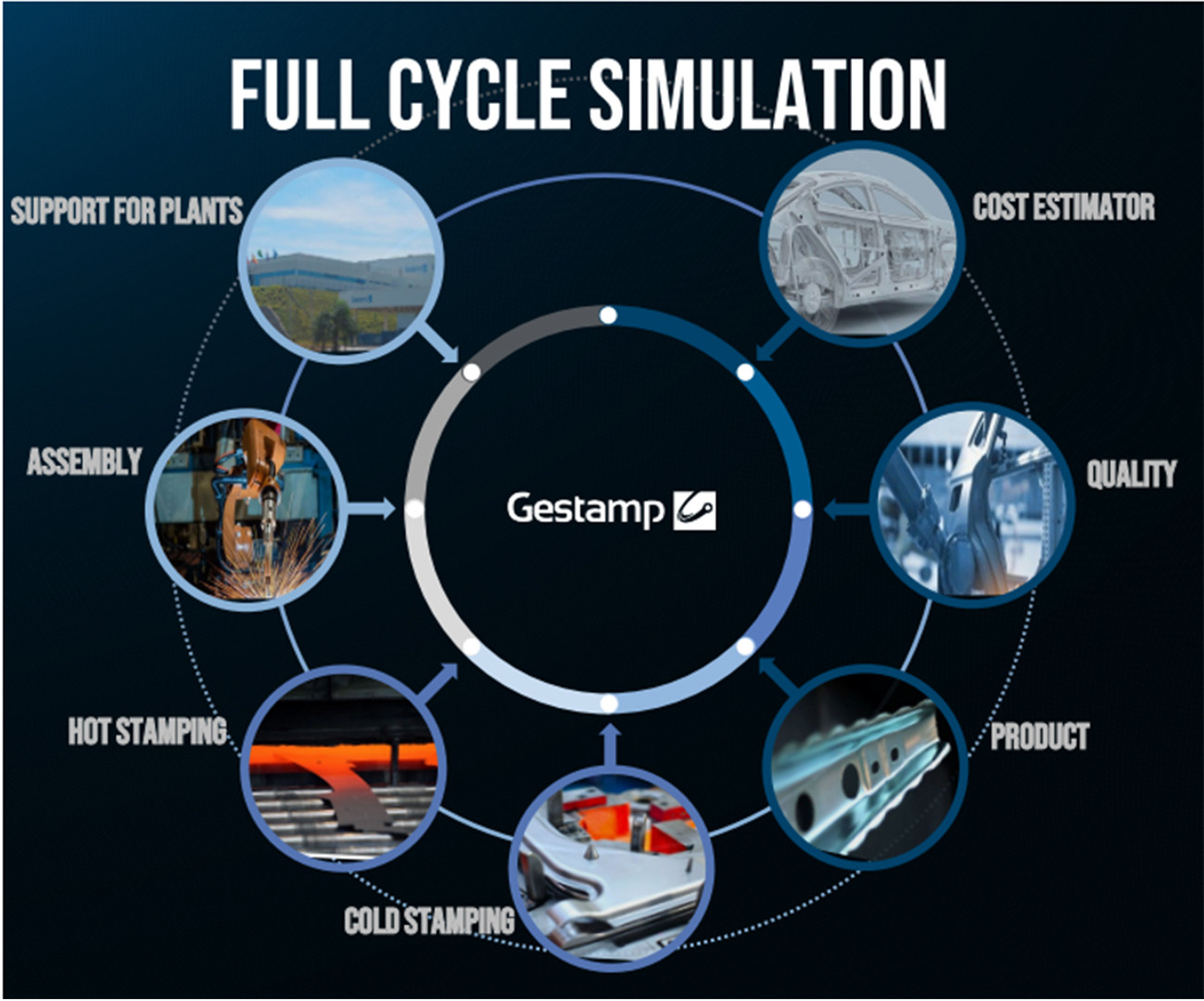
図5: ゲスタンプ社の工程サイクル
この工程のフィージビリティとアセンブリの寸法は、生産ラインを円滑に稼働させる上で極めて重要です。アセンブリ初期の接合工程を分析することで、全体的なレイアウトの評価、影響の大きい部品の特定、形状変更の提案を通じた効率と製造品質の最適化が可能になります。
アセンブリ工程を評価するには、アセンブリおよびヘミングのモジュールに関する包括的な理解が欠かせません。ヘミングやスポット溶接のシステムだけでなく、基準形状、成形後形状、デジタル化された部品(スキャンデータ)も考慮が必要です。また最終アセンブリの寸法評価では、各部品の複合的なスプリングバック効果を含めなければなりません。
工程検討ではスプリングバックの影響を考慮し、必要に応じて接合工程を適応させることが重要です。妥当な結果を得るには、必要な調整を見極めながらトライアウトのパラメータを定義しなければなりません。そのためアセンブリのソフトウェアにはバーチャルアセンブリリファレンス(VAR)のコンセプトが採用されています。これはアセンブリの結果に基づいて単品部品の形状を見込み補正できる便利なツールです。図6は、見込み補正を施していない製品(左側)と、インナーパネルを見込み補正した製品(右側)のアセンブリを比較しています。
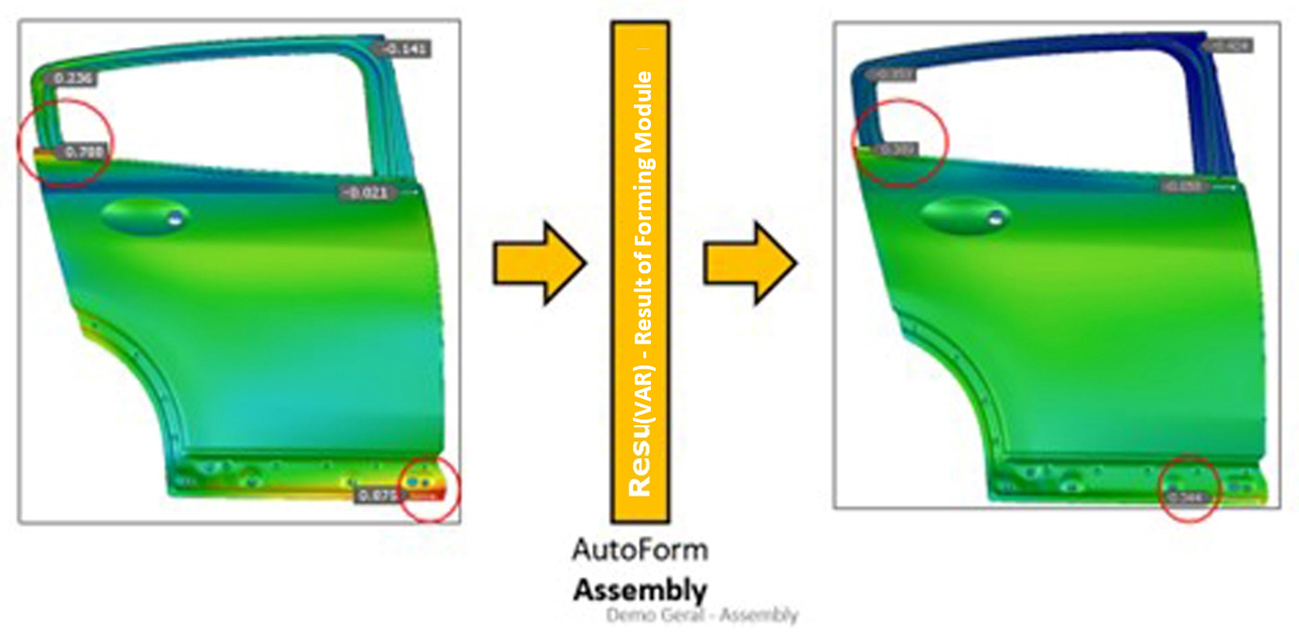
図6: 見込み補正 – バーチャルアセンブリリファレンス(VAR)
トライアウト支援では、デバイスへの部品の挿入順に関連するアセンブリの不具合や、単品部品の安定性に関する問題などに対処します。この工程では必要に応じて適切な変更を加えることができます。一方、生産サポートでは、生産中に生じる不具合の解消、不稼働時間の削減、不具合の削減に注力し、さらなる効率化を図ります。アセンブリモジュールでは、既存のアセンブリを解析することもできます。デジタル化によるより高精度な解析と適切な生産パラメータの設定を通じて、卓越した製造工程を担保します。このようにきめ細かな対応が、プロジェクトの成功と高い顧客満足度に寄与することでしょう。
ゲスタンプ社はブラジルにてアセンブリをデジタル化した先駆者です。その成果をもとに手順と要件の確立を図りながら、組立部品の安定性を向上および担保することで、品質と精度に妥協を許しません。
エンジニアリングの段階で不具合に対処することで、製品開発から最終アセンブリに至るまで、また溶接工程の寸法精度に寄与する支持点の配置でも無駄を削減できます。ゲスタンプ社の包括的かつ高品質なコンテンツから応用事例をいくつかご紹介しました。これらは担当部門に大きな満足感をもたらしています。
第二車体開発技術部より:「アセンブリモードのシミュレーションを活用し、コンセプト段階で製造工程の検証や改善を行います。作業遅延を削減し、納期の大幅短縮を実現できるだけでなく、生産効率の向上と不具合の削減にも寄与します。この取り組みには、生産性・品質・効率の向上、コスト削減、開発や調整の期間短縮、そして何よりもゲスタンプ社におけるイノベーションの促進といった利点があります」
ゲスタンプ社におけるデジタルツインの推進にあたり、レアンドロ・ペドラコリ氏のご信頼とご尽力に深く感謝申し上げます。また発表に際して調整にご尽力いただいたアタイア社のカイナン・フィゲイレド・ベロ・ロペス氏、ウェビナーの実績と貢献をご共有いただいたレオナルド・フェルナンデス・ドンピエリ氏、レオナルド・フレイタス・オリベイラ氏にも心より御礼申し上げます。関係各位のご協力とご参加に深く感謝します。











{kind=link}