
最上位レベルのシミュレーション精度を担保する最後の一仕上げ
本稿はAutoFormパレートの法則を活用してシミュレーションの正確度向上を図る連載の第6回にして最終回となります。シミュレーションの正確度指標における最後のパラメータ、トライボロジと接触面圧について説明します。
以前の連載記事で述べたとおり、パレートの法則は逐次のパラメータ設定がシミュレーションの正確度にあまり寄与しないという仮定に基づいています。言い換えれば、まず必須パラメータを定義しなければならず、次に重大パラメータ、最後に重要パラメータの順に定義してゆきます。これらの3つのグループを適切に定義および検証すると、シミュレーション正確度の95%が担保されるため、シミュレーション・モデルは正確かつ高精度になります。つまりシミュレーション結果は、その後に実施する実際の生産工程を表現しています。最終段階として、詳細パラメータを定義し、残り5%の正確度を担保すると、完全なデジタル・プロトタイプが完成します。
正確度指標の基礎部分から発展し、これから些末な詳細を調整してゆきます。詳細パラメータは全体的な精度にはほとんど貢献しませんが、シミュレーションと実際の工程を完全に一致させ、正確に検証する観点からは非常に重要となります。
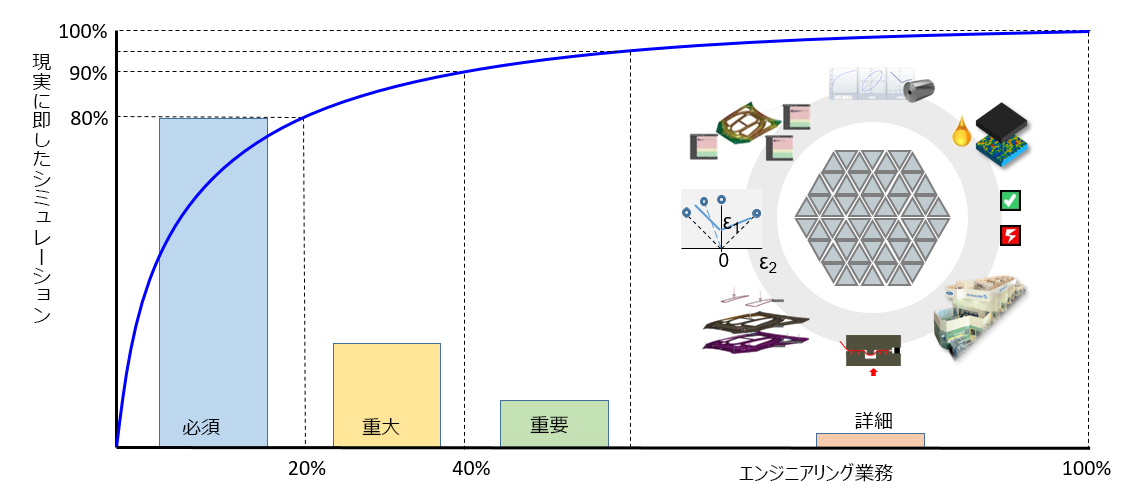 図1: AutoFormパレート図は、詳細パラメータの入力フェーズに進んでいます
図1: AutoFormパレート図は、詳細パラメータの入力フェーズに進んでいます
詳細パラメータには、トライボロジの条件と接触面圧の条件があります。
トライボロジ関連パラメータ
トライボロジ関連パラメータには、金型サーフェスの粗さ、研磨、シート・サーフェスの粗さ、潤滑量、温度変化、ラム速度プロファイルが含まれます。シミュレーションで扱う特性は、エンジニアリングで定量化させ、実際の工程を正確に反映させた定義を行うことによってのみ、プロセスのデジタル・ツイン・モデルとなりえます。
たとえば、金型サーフェスの粗さはトライボロジに影響を及ぼします。エンジニアリングで定義した重大パラメータには、適用した標準に基づくトライボロジ・モデルがあります。金型の製作および研磨時に、実際の金型サーフェスの粗さを実現すると仮定すると、Raは約0.6マイクロメートルほどになる場合があります。
また金型の研磨が不十分であったり、十分に研磨されていると判断されたために、金型サーフェスの粗さがたとえば0.9マイクロメートルの場合などは、標準からの偏差を考慮に入れることもできます。この詳細パラメータは、TriboFormで修正できます。TriboFormは高度な摩擦モデルのソリューションで、設定の検証シミュレーションも実行できます。しかしエンジニアリング段階の後で検証が行なわれるため、シミュレーションの正確度を向上させることはありません。
修正の基礎となるのは、実際に測定した金型のサーフェスの粗さです。このような「シミュレーション後の検証」は多くの場合、シミュレーションと実際の工程に想定外の偏差が生じた場合に実施します。ただし、(たとえばトライアウトの工数を最小化するために、)デジタル・プロセス・チェーンを最大限に効率化するには、実際の金型を正確にシミュレーションに反映させなければなりません。これは、シミュレーション・モデルをデジタル・マスターとして使用します。もし偏差が生じたら、シミュレーションを調整して現実の工程を反映させるという意味ではありません。最終的に、効率的なエンジニアリング工程では、適用した標準と境界条件をエンジニアリングから実際の工程へきちんと受け渡す必要があります。
場合によっては、シート・サーフェスの粗さ、潤滑量、温度変化、ラム速度プロファイルなど、他のトライボロジ関連パラメータに関しても、同様の検証を行います。これらのパラメータは、シミュレーション設定時に詳細に定義できます。通常はこれらの値を修正しても、結果はほとんど変化しません。ただし、物理的なプロセス・パラメータをもとに修正しなければなりませんが、これはエンジニアリングの作業完了後の非常に後期段階のみで測定できます。エンジニアリングの観点上、ここで得られるメリットはほとんどありません。
必要とされる精度でパラメータを制御できない場合、工程感度に対するパラメータの影響を測るために、ロバスト性解析を行います。そしてパラメータの変化が工程能力の要件を満たして、結果のばらつきがごく軽微であることを立証します。そのためパラメータのばらつきを考慮し、正確なプロセス・ポイントがなくても機能する適切なプロセス・ウィンドウを確立します。
接触面圧関連パラメータ
詳細パラメータには、金型のクラウニング、3D金型設計、金型の変形、プレス・ベッドの変形、金型のスポッティング、 金型のシムや傾きなどもあります。このような接触面圧関連パラメータは、3D金型設計標準、トライアウト工程の手順、プレス構造などからプレスの保守状態まで、さまざまな要因と強い関連があり、大きな影響があります。
これらのパラメータはどれも強い相関性があるため、単独では考慮できません。金型全体とプレス・ベッドに荷重をかけるとたわみながら曲がりますが、これは金型の剛性に影響するリブのデザインや3D金型設計に依存するため、 どのように金型がクラウニングされるかも考慮に入れなければなりません。結果的に生じる荷重と金型内で作用する局所的な荷重は金型のスポッティング(すなわち荷重を伝達する実際の接触領域)に依存するため、金型のクラウニング、金型の変形、プレス・ベッドの変形が影響を及ぼします。このグループで考慮するパラメータは、相互に依存する物理的な現象が入り組んだ複雑なシステムです。
金型のクラウニングは、金型とプレス・ベッドの変形を見込み補正に適用し、金型やプレスの変形の影響を無効化します。これを考慮し、この挙動を適切にシミュレーションできる2つの戦略を紹介します。最初のシミュレーション戦略には、金型のクラウニング、金型の変形、ベッドの変形が含まれません。この設定が基準の金型を定義し、これら3つの影響が相互に相殺するように設計されているためです。代替のシミュレーション戦略では、これら3つの要因をすべて考慮に入れます。この戦略には、関連するすべての詳細をエンジニアリングまたはモデル構築段階で定義しなければならないというデメリットがあります。上述のとおり、この戦略は、適用した3D金型設計標準とプレス・ベッドの剛性、全体的な金型剛性、クラウニングの正確な量、金型のトライアウトで使用するスポッティング戦略に関する詳細を含みます。エンジニアリングの段階で詳細が不明の場合は、最初の戦略で進めます。
トライボロジ関連パラメータと同様に、すべての接触関連の詳細を工程検証に組み込み、効率的なエンジニアリングのワークフローに適合させます。これらのパラメータと影響を考慮するには、多大な工数を伴います。また、3D金型設計が確定し、トライアウトや生産のプレスが定義されてからのみ、適用が可能になります。これらの影響があるとはいえ、生産工程が適切に設計されていれば、最終結果に及ぼす影響は限定的です。実際のプレス成形工程で理解した知識を活用することで、シミュレーションが示すパラメータの悪影響を緩和できます。これを理解すれば、作用する荷重と3D金型設計の剛性を調整することで不要な変形を回避し、接触関連パラメータから生じる問題を解消することができます。
また接触面圧関連パラメータの相互作用は、トライアウトのプレイグラウンドになります。金型のスポッティングは結果的に生じる接触面圧の原動力になり、金型の局所的な荷重と結果として生じる荷重を定義します。金型の慎重なスポッティングが、金型とプレス・ベッドの両方の全般的なたわみをコントロールする主な手段となります。境界条件は、プロセス設定と3D金型設計で定義します。接触面圧関連パラメータは包括的に扱うことが、金型のトライアウトの成功に大きく寄与します。そのため、トライアウトの作業では、孤立したパラメータとしてより、パラメータを複雑なシステムの一部として扱うべきです。
これでシミュレーションの正確度を図るAutoFormパレートの法則がすべて紐解かれました。必須パラメータから始め、次に重大パラメータ、そして 重要パラメータとたどってきました。この段階的な手法から高精度なシミュレーション・モデルを作成でき、その後の実際の生産工程を予測することができます。モデルの作成において、すべての些末な詳細まで組み込むと、極めて大きなエンジニアリングの工数がかかりますが、シミュレーションの精度向上に関するメリットはそう大きくはありません。
この連載の最終回では、「詳細」についてはエンジニアリング工程の後期段階まで確定できないものがあることを実証しました。またこれらの詳細パラメータには強い相関性があり、実際の工程と一致させるには多大な工数が必要となります。その上、精度向上に貢献できるのは、シミュレーションの基礎が適切に定義されている場合のみです。
シミュレーション・モデルの発展過程を勘案すると、重要性の高いパラメータをすべて確実に設定してからのみ、重要性の低いパラメータを考慮することに意義が生じるという点をぜひご理解ください。
この手法には、重要なポイントが2点あります。まずモデルの作成においては、重要性の高いパラメータから低いものへと、パラメータ群を正確にたどる必要があるということです。そうすれば、常時機能する明確で矛盾のない効率的なモデルの作成工程を定義できます。そしてそれは、解析の対象に依存しない、使いやすいモデル作成の戦略となります。これはプレス成形シミュレーション・ソフトウェアを使いこなす上で大きな効果を発揮します。そして2点目のポイントは、重要性の高いパラメータは(たとえば部品や工程に関する新たな情報が追加された場合)、 エンジニアリングの作業時に変更する必要があり、その後に、パラメータの変更後もほかの重要性の低いすべてのパラメータが有効であるか、また重要度の高いパラメータと整合性がとれているかを確認しなければならない、ということです。
この連載によって、プロセス・エンジニアのみなさまの業務が円滑に運ぶようになることを願っています。またみなさまの体験談やご意見、ご感想をいただければ、ありがたく存じます。



製造分野にデジタルプロトタイピングが到来か?")







をお届けします。){kind=link}