
はじめに
自動車業界の品質部門では、測定と品質管理のデジタル化への改革が進められています。物理的なクランプ治具の製造には多大なコストがかかり、また保管スペースや工数も無視できません。こうした課題に対し、先進的なOEMではワークフローのデジタル化を推進し、従来の測定方法をデジタルクランピングへ移行することで、ユーロ6桁(数千万円~1億円)レベルのコスト削減を実現しています。
従来の測定セットアップでは、物理的なクランプ治具で部品を安定した位置に保持し、BiWの条件を再現することで検査を行っていました。デジタルクランピングでは、それぞれの部品毎に専用で製作する治具に依存することなく、FEMシミュレーションを活用することで、車両位置にて定義された境界条件下で部品の挙動を高精度に予測します。
従来のクランピングにはいくつかの難点がありますが、ワークフローのデジタル化によってこれらに対処することができます。課題として、設計、製造、キャリブレーション、保管にかかるコストが高いこと、クランプポイントのトライアンドエラーによる反復的な再調整に多大な時間を要すること、さらに変更管理の遅さ、メンテナンスコスト、再現性の低さ、アクセス性の制限などが挙げられます。
応力のない状態での測定
デジタルクランピングは、物理的な専用治具に依存しない新しい測定ワークフローを可能にします。一方で、信頼性の高い結果を得るためには、部品を精密かつ制御された方法でスキャンし、測定することが不可欠です。このプロセスは、部品を応力のない状態で取得することから始まります。部品はさまざまな形状に対応できる汎用治具(図1参照)に配置され、少なくとも3点の接触ポイントを確保したうえで、光学スキャナなどの高度な測定装置により、精密な3Dサーフェスデータが取得されます。
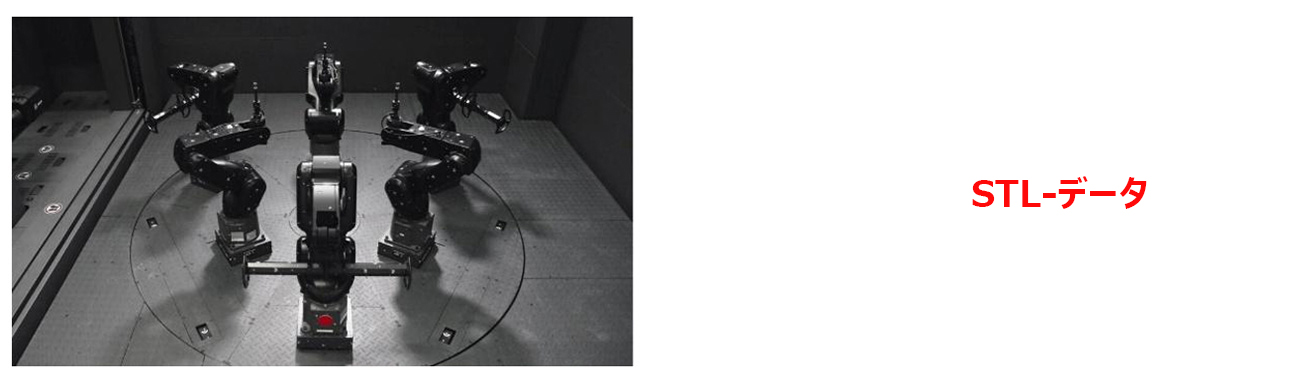
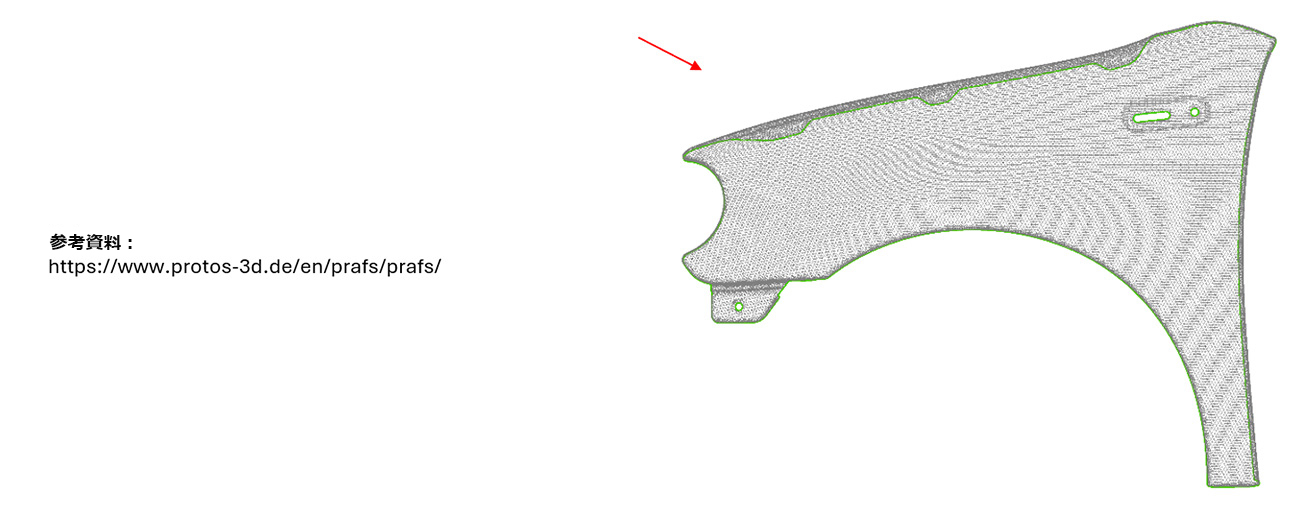
図1:応力のない状態で汎用治具上に配置した測定
スキャンデータの処理とクランピングシミュレーション
シートメタルのスキャンデータは、まずポリゴン化された形状データとして前処理する必要があります。これには、スキャン時のアーティファクトの除去、三角形数の削減、きれいなエッジの再構成などが含まれます。対象部品をスキャンすると、通常、次の2つの理由によりCAD-0形状から偏差が生じます。
1. 成形工程でのスプリングバックによって、意図した形状からずれが生じる
2. 拘束セットアップによって、スプリングバックに加えて自重による変形が生じる
自重によるひずみを補正しないと、クランピングシミュレーションの精度に影響が生じます。そのため、スキャンデータ補正はデジタルクランピングの重要なステップです。部品自体の重さによって生じる変位を見込み補正することで、より現実に即した高精度な評価が可能になります。この補正の原理を図2に示します。

図2:スキャンデータ補正ステップの原理
スキャンデータの基準化および車両位置への変換を行ったのちに、クランピングシミュレーションに活用できます(図3参照)。
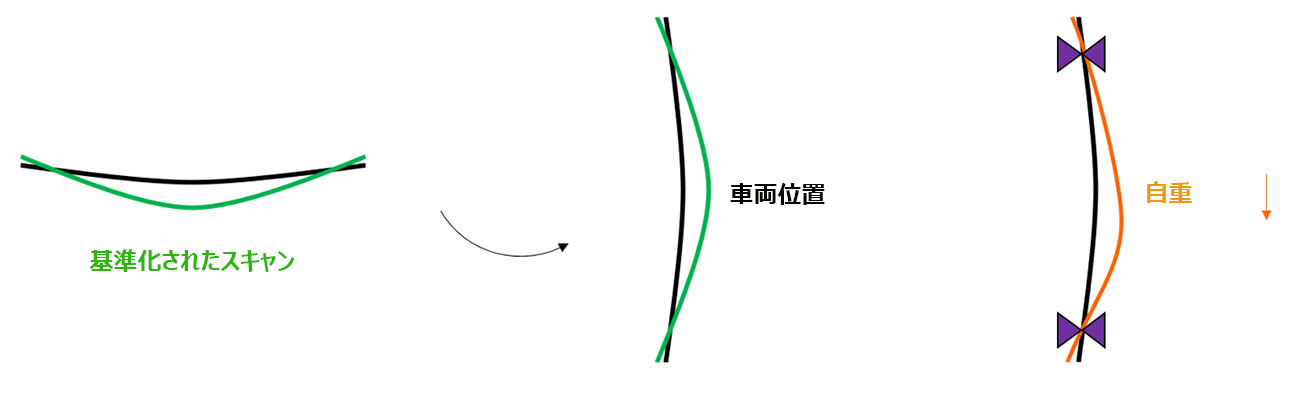
図3:変換とクランピングシミュレーションの原理
デジタルクランピング:フロントフェンダの事例
フロントフェンダの事例を紹介します。AutoForm Assemblyを活用することで、測定時の見込み補正を考慮しながら、実際のクランピング条件をデジタル上で再現できます。
さまざまな治具シナリオをシミュレーションし、境界条件を適用した後の部品品質をデジタルで確認することで、部品ごとに専用の治具に依存しない測定プロセスを構築できます。参照形状に対する寸法精度と、そこから得られるクランプ荷重を同時に評価できます。図4に、デジタルクランピングシミュレーションの例を示します。

図4:デジタルクランピングのシミュレーション
クランピングコンセプトは数秒で修正・評価できます。図5は、一部のクランプを無効にした場合の追加のシミュレーション結果を2つ示しています。
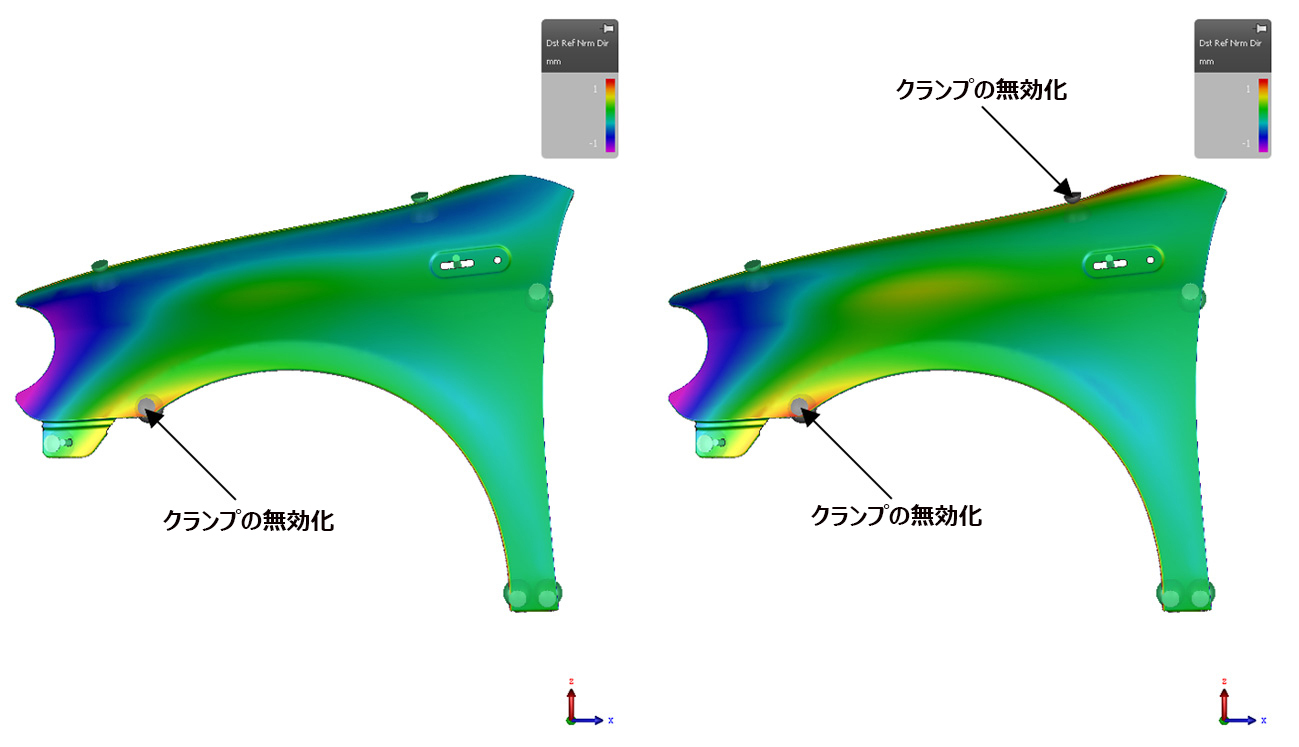
図5:複数の治具シナリオで実行するデジタルクランピングのシミュレーション
シミュレーション結果に基づき調整を行うことで、クランピング工程を最適化できます。クランプポイントのリファインメントやクランピングの新たな方案の検討をデジタル上で行えるため、効率向上と品質安定化を同時に支援します。
従来の方法と同様に、最終ステップでは、専用の検査ソフトウェアを使用して、デジタルにてクランプされた状態を部品の形状仕様と比較し、要求される公差および機能基準を満たしていることを確認します。
複数のOEMが、さまざまな部品や材料を用いてこの手法を調査・検証しています。その結果、物理的な治具でクランプしたコンポーネントをスキャンした結果と比較して、外板部品で±0.2 mmの精度を達成しました。
データを円滑に移行する上で、シミュレーションソフトウェアをデジタルクランピングのワークフローに組み込むことが重要になります。図6に示すように、STLデータを交換形式として使用することで、スキャンデータと同様にエクスポートおよび処理し、測定レポートの作成へつなげることができます。
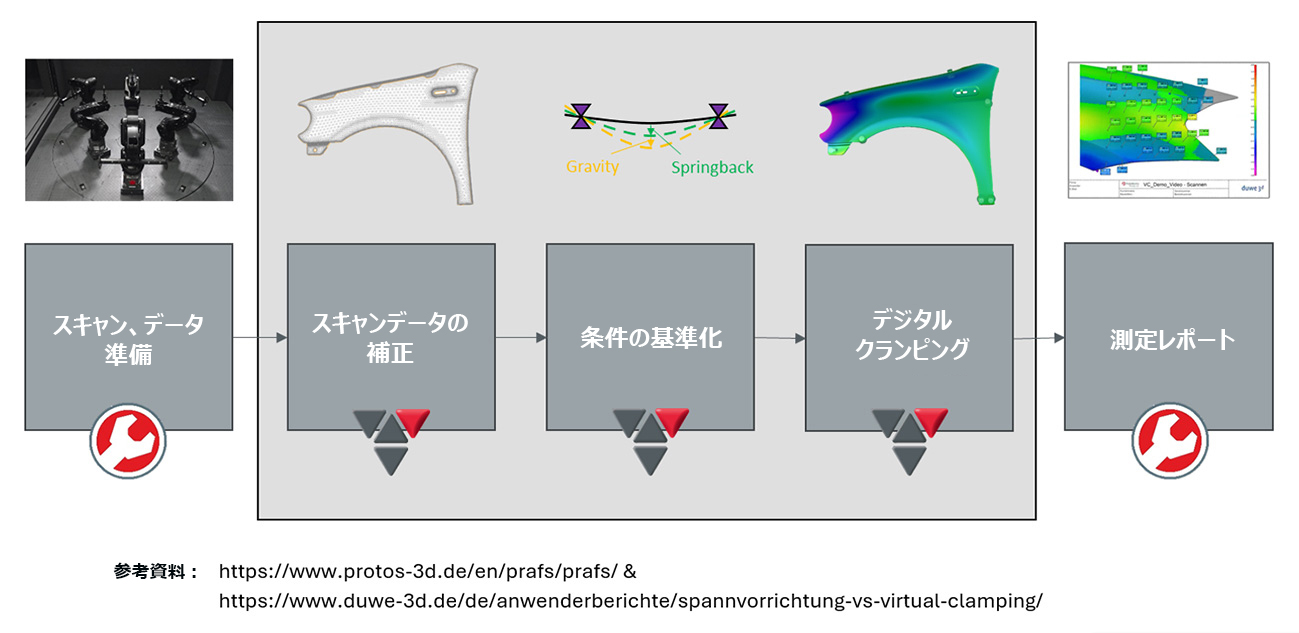
図6:デジタルクランピングのワークフローとソフトウェアの連携
主なメリット
デジタルクランピングにはさまざまな利便性があり、特にコスト効率、工程能力を向上できます。
部品毎の専用の治具が不要となるため、コストを大幅に抑えることができます。また、複数のクランピング計画に対する繰り返し測定の回数を削減し、機械を用いることなく調整できるため、変更管理もよりシンプルになります。これにより、プロセスチェーンの早い段階から検討を開始し、最適化の補正回数を低減できます。
さらに、デジタルクランピングは光学測定に対する親和性が高く、理想的な境界条件のもとで評価を行えます。従来のクランプ方法とは異なり、作業者に対する依存が低くなるため、より信頼性が高く、再現性のある測定結果を得ることができます。
まとめと今後の展望
デジタルクランピングは、測定の信頼性を高めるだけでなく、生産プロセス全体におけるコスト削減と効率向上にも貢献します。
デジタルツインや自動品質管理システムの導入が進む中、デジタルクランピングを自動化ワークフローに統合することは、品質保証の高度化に向けた有望なアプローチです。今後、スマートマニュファクチャリングを支える中核的な技術となるでしょう。
精度、効率、持続可能性を兼ね備えたデジタルクランピングは、測定技術と品質保証に新たな基準をもたらします。デジタルクランピングは、デジタル化に向けた広範な変革を反映しており、よりスマートで適応性の高い製造プロセスを支えます。



製造分野にデジタルプロトタイピングが到来か?")







{kind=link}